

- Технические характеристики
- Примеры работ противоугонной маркировки лазерным станком МиниМаркер 2Р
- Маркировка дюралевого корпуса мотора машины Tesla
- Маркировка крышки капота машины Tesla
- Маркировка поверхности капота машины Tesla
- Маркировка аккумулятора машины Tesla
- Маркировка диска машины Tesla
- Маркировка шин машины Tesla
- Сырая керамика
- Сырая керамика
- Приложение Г (обязательное)Маркировочные термоусаживаемые бирки «Радпласт Т-2»
- Таблица Г. 1 — Типоразмеры термоусаживаемых бирок
- Приложение Б (обязательное)Маркировочные резиновые бирки
- Таблица Б. 1 — Типоразмеры резиновых бирок. Размеры в миллиметрах
- Универсальность маркировки
- Для чего необходимо купить лазерный маркер
- Преимущества наших промышленных принтеров
- Принтеры для автоматической маркировки кабелей и проводов
- Нормативные ссылки
- Руководство по лазерной гравировке и маркировке
- Система ручной лазерной маркировки «С-Маркер-Р20»
- Приложение Д (справочное)Маркировочные комплекты ТМАРК-РМ-2П, ТМАРК-НГ-ЗП, ТМАРК-НГ-2П, ТМАРК-БГ-2П, ТМАРК-МТ-2П
- Таблица Д. 1 — Размеры термоусаживаемых трубок из комплектов ТМАРК-РМ-2П
- Таблица Д. 2 — Размеры термоусаживаемых трубок с двукратной усадкой из комплектов ТМАРК-НГ-2П, ТМАРК-БГ-2П, ТМАРК-МТ-2П
- Таблица Д. З — Размеры термоусаживаемых трубок с трехкратной усадкой из комплектов ТМАРК-НГ-ЗП
- Какой маркиратор экономически выгоднее купить — лазерный, ударно-точечный, каплеструйный?
- Пару слов о маркировке
- Виды маркировочного оборудования
- Способы нанесения маркировки:
- Технологии
- Пример №3
- Пример №1
- Преимущества оборудования
- Новости
- Статьи
- Приложение Е (справочное)Комплекты маркировочных пластин ТМАРК-135-НГ, ТМАРК-320
- Таблица Е. 1 — Размеры маркировочных пластин ТМАРК-135-НГ
- Промышленные принтеры MARKING system
- Приложение В (обязательное)Маркировочные металлические бирки
- Таблица В. 1 — Типоразмеры металлических бирок Размеры в миллиметрах
- Приложение Ж (справочное)Комплекты маркировочных этикеток ТМАРК-ЭТТ, ТМАРК-320-ЭТТ
- Промышленная маркировка для любых требований
- Маркировка кабелей
- Что вообще с чем будем коммутировать?
- Подготовка таблицы коммутации
- Что наносить на кабель?
- Обзор методов нанесения маркировки
- Пример
- Твердотельный лазер серии EVC Telesis
- Комплектация лазерного маркиратора для кабелей и проводов включает
- Преимущества использование лазерных маркировщиков для кабеля по сравнению с маркировкой краской:
- ВИДЕО лазерной маркировки ПЭ трубы
- ВИДЕО лазерной маркировки ПЭ кабеля
- Лазерные маркировочные машины от Telesis
- Какие материалы можно гравировать лазером?
- Область применения
- Типы лазерных станков
- Волоконные лазерные граверы
- CO2 лазерные граверы
- Кристаллические лазеры
- Сокращения
Технические характеристики
| Тип материала | Провод и кабель с различными типами изоляции, такими как фторопласт, тефлон, ПВХ, резина и т. д. |
| Внешний диаметр провода | 2 — 32 мм |
| Длина провода | Определяется машиной мерной резки и зачистки |
| Совместимость с машинами | Komax Kappa 310, Kappa 315, Kappa 320, Kappa 330, Kappa 331, Kappa 350 EcoStrip 9380, MultiStrip 9480, PowerStrip 9550 и MegaStrip 9650 |
| Вес | 90 — 95 кг |
| Габариты (Д×Ш×В) | Рабочая станция: 450×550×515 мм Станция управления: 550×106×106 мм |
| Процессор | Двухъядерный |
| Мощность лазера | 20 Вт (стандартный волоконный лазер), так же доступны 30 и 50 Вт |
| Поле маркировки | Как отдельно стоящее оборудование: максимум 100 мм В линии: Бесконечная длина |
| Протокол | TCP/IP |
| Электропитание | 115 – 230В (AC) 50/60 Гц 600 ВА |
| Охлаждение | Воздушное или водное в зависимости от типа лазера |
| Тип лазера | УФ-лазер, UV-laser. |
Примеры работ противоугонной маркировки лазерным станком МиниМаркер 2Р

Маркировка дюралевого корпуса мотора машины Tesla
Противоугонная маркировка дюралевого корпуса мотора машины Tesla
Оборудование: МиниМаркер 2Р

Маркировка крышки капота машины Tesla
Противоугонная маркировка крышки капота машины Tesla
Оборудование: МиниМаркер 2Р

Маркировка поверхности капота машины Tesla
Противоугонная маркировка внутренней поверхности капота со специальной наклейкой для защиты от коррозии машины Tesla
Оборудование: МиниМаркер 2Р

Маркировка аккумулятора машины Tesla
Противоугонная маркировка аккумулятора машины Tesla
Оборудование: МиниМаркер 2Р

Маркировка диска машины Tesla
Противоугонная маркировка диска машины Tesla
Оборудование: МиниМаркер 2Р

Маркировка шин машины Tesla
Противоугонная маркировка шин машины Tesla
Оборудование: МиниМаркер 2Р

Сырая керамика
Резка окон в сырой керамике
Оборудование: МикроСЕТ

Сырая керамика
Резка окон в сырой керамике
Оборудование: МикроСЕТ
Приложение Г (обязательное)Маркировочные термоусаживаемые бирки «Радпласт Т-2»
Г.1 Конструкция и размеры термоусаживаемых бирок должны соответствовать указанным на рисунке Г.1 и в таблице Г.1.
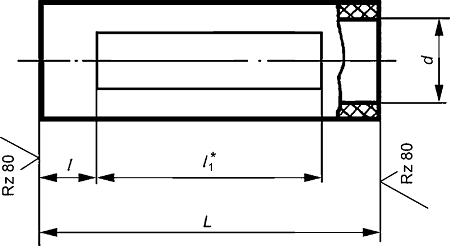
Рисунок Г.1 * Размер обеспечивается инструментом.
Таблица Г. 1 — Типоразмеры термоусаживаемых бирок
| Обозначение | Цвет | Внутренний диаметр бирки до усадки, мм | Внутренний диаметр бирки после усадки, мм | Рабочая температура, °C | Диаметр провода, мм | Масса, г/м |
|---|---|---|---|---|---|---|
| «Радпласт Т-2»—1.4/0,7 | Белый | 1,4 | 0,7 | От -60 до +135 | 0,8—1,2 | 0,6 |
| «Радпласт Т-2»—2/1 | Красный | 2,0 | 1,0 | 1,4—1,6 | 2,4 | |
| «Радпласт Т-2»—3/1.5 | Зеленый | 3,0 | 1,3 | 1,65—2,4 | 3,2 | |
| «Радпласт Т-2»—4/2 | Синий | 4,0 | 2,0 | 2,2—3,2 | 4,0 | |
| «Радпласт Т-2»—6/3 | Красный | 6,0 | 3,0 | 3,0—4,8 | 6,5 | |
| «Радпласт Т-2»—8/4 | Желтый | 8,0 | 4,0 | 4,4—6,4 | 8,5 | |
| «Радпласт Т-2»—12/6 | Белый | 12,0 | 6,0 | 6,6—10,5 | 12,4 | |
| «Радпласт Т-2»—20/10 | Серый | 20,0 | 10,0 | 11,0—16,0 | 32,3 | |
| «Радпласт Т-2»—30/15 | Серый | 30,0 | 15,0 | 16,4—24,0 | 51,6 | |
| «Радпласт Т-2»—40/20 | Серый | 40,0 | 20,0 | 22,0—32,0 | 61,3 |
Г.2 Термоусаживаемые маркировочные бирки изготавливают из: Радпласт Т-2.
Г.З Поверхность термоусаживаемых бирок должна быть ровной, без вздутий и вмятин.
Г.4 Внешний вид термоусаживаемых бирок должен быть без трещин, металлических включений, видимых невооруженным глазом. Допускаются следы от формующего инструмента.
Г.5 Четкость маркировки должна сохраняться в условиях эксплуатации. Допускается потемнение бирок, но не мешающее прочтению надписи.
Г.6 Термоусаживаемые бирки, установленные на проводах, жгутах или кабелях, должны усаживаться с помощью термовентиляторов по действующей производственной инструкции.
Приложение Б (обязательное)Маркировочные резиновые бирки
Б.1 Конструкция и размеры резиновых бирок должны соответствовать указанным на рисунке Б.1 и в таблице Б.1.
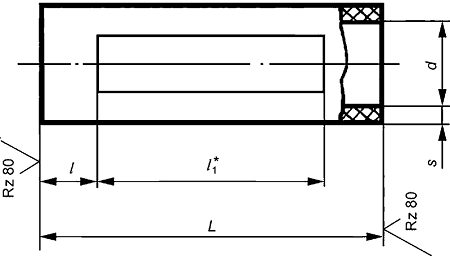
Рисунок Б.1* Размер обеспечивается инструментом.
Таблица Б. 1 — Типоразмеры резиновых бирок. Размеры в миллиметрах
| Типоразмер | d | S | Предельное отклонение L+2 | l | l1 | Шрифт по ГОСТ 26.020 | Масса 1000 шт., кг | ||
|---|---|---|---|---|---|---|---|---|---|
| Номин. | Пред, откл. | Номин. | Пред, откл. | ||||||
| 1 | 1,0 | 0,5 | 12 | 2 | ±1 | 6 | ±2 | 2,5-Пр2,5 | 0,032 |
| 2 | 20 | 14 | 0,054 | ||||||
| 3 | 45 | 4 | 36 | ±3 | 0,122 | ||||
| 4 | 1,5 | 12 | 2 | 6 | ±2 | 0,043 | |||
| 5 | 20 | 14 | 0,072 | ||||||
| 6 | 45 | 4 | 36 | ±3 | 0,163 | ||||
| 7 | 2,0 | 12 | 2 | 6 | ±2 | 0,054 | |||
| 8 | 20 | 14 | 0,090 | ||||||
| 9 | 45 | 4 | 36 | ±3 | 0,203 | ||||
| 10 | 2,5 | 12 | 2 | 6 | ±2 | 0,065 | |||
| 11 | 20 | 14 | 0,109 | ||||||
| 12 | 45 | 4 | 36 | ±3 | 0,244 | ||||
| 13 | 3,0 | 12 | 2 | 6 | ±2 | 0,076 | |||
| 14 | 20 | 14 | 0,126 | ||||||
| 15 | 45 | 4 | 36 | ±3 | 0,285 | ||||
| 16 | 3,5 | 12 | 2 | 6 | ±2 | 0,086 | |||
| 17 | 20 | 14 | 0,144 | ||||||
| 18 | 3,5 | 35 | 6 | ±2 | 22 | ±4 | 0,253 | ||
| 19 | 45 | 4 | ±1 | 36 | ±3 | 0,326 | |||
| 20 | 3,50 | 12 | 2 | ±1 | 6 | ±2 | 0,097 | ||
| 21 | 20 | 14 | 0,162 | ||||||
| 22 | 35 | 6 | ±2 | 22 | ±4 | 0,284 | |||
| 23 | 45 | 4 | ±1 | 36 | ±3 | 0,366 | |||
| 24 | 4,00 | 12 | 2 | 6 | ±2 | 0,108 | |||
| 25 | 20 | 14 | 0,180 | ||||||
| 26 | 35 | 6 | ±2 | 22 | ±4 | 0,316 | |||
| 27 | 45 | 4 | ±1 | 36 | ±3 | 0,406 | |||
| 28 | 4,50 | 12 | 2 | 6 | ±2 | 0,119 | |||
| 29 | 20 | 14 | 0,200 | ||||||
| 30 | 35 | 6 | ±2 | 22 | ±4 | 0,347 | |||
| 31 | 45 | 4 | ±1 | 36 | ±3 | 0,447 | |||
| 32 | 5,00 | 12 | 2 | 6 | ±2 | 0,141 | |||
| 33 | 20 | 14 | 0,235 | ||||||
| 34 | 35 | 6 | ±2 | 22 | ±4 | 0,410 | |||
| 35 | 45 | 4 | ±1 | 36 | ±3 | 0,528 | |||
| 36 | 6,00 | 0,6 | 20 | 2 | 14 | ±2 | 0,198 | ||
| 37 | 35 | 6 | ±2 | 22 | ±4 | 0,576 | |||
| 38 | 45 | 4 | ±1 | 36 | ±3 | 0,742 | |||
| 39 | 7,00 | 20 | 2 | 14 | ±2 | 0,224 | |||
| 40 | 35 | 6 | ±2 | 22 | ±4 | 0,652 | |||
| 41 | 45 | 4 | ±1 | 36 | ±3 | 0,840 | |||
| 42 | 8,00 | 20 | 2 | 14 | ±2 | 0,249 | |||
| 43 | 35 | 6 | ±2 | 22 | ±4 | 0,726 | |||
| 44 | 45 | 4 | ±1 | 36 | ±3 | 0,935 | |||
| 45 | 9,00 | 25 | 3 | 18 | ±2 | 3,0-ПрЗ | 0,574 | ||
| 46 | 40 | 5 | ±2 | 28 | ±4 | 0,920 | |||
| 47 | 50 | 3 | ±1 | 42 | ±3 | 1,150 | |||
| 48 | 10,00 | 25 | 18 | ±2 | 0,682 | ||||
| 49 | 40 | 5 | ±2 | 28 | ±4 | 1,064 | |||
| 50 | 50 | 3 | ±1 | 42 | ±3 | 1,364 | |||
| 51 | 14,00 | 0,8 | 25 | 18 | ±2 | 1,070 | |||
| 52 | 14,00 | 40 | 5 | ±2 | 28 | ±4 | 1,715 | ||
| 53 | 50 | 3 | ±1 | 42 | ±3 | 2,140 | |||
| 54 | 16,00 | 25 | 3 | ±1 | 18 | ±2 | 1,215 | ||
| 55 | 40 | 5 | ±2 | 28 | ±4 | 1,945 | |||
| 56 | 50 | 3 | ±1 | 42 | ±3 | 2,430 | |||
| 57 | 18,00 | 1,0 | 35 | 5 | ±2 | 24 | 2,400 | ||
| 58 | 50 | 7 | 34 | ±6 | 3,440 | ||||
| 59 | 65 | 4 | ±1 | 56 | ±3 | 4,460 | |||
| 60 | 20,00 | 35 | 5 | ±2 | 24 | 2,650 | |||
| 61 | 50 | 7 | 34 | ±6 | 3,800 | ||||
| 62 | 24,00 | 1,5 | 35 | 5 | 24 | ±3 | 4,830 | ||
| 63 | 50 | 7 | 34 | ±6 | 4,0-Пр4 | 6,920 | |||
| 64 | 30,00 | 35 | 5 | 24 | ±3 | 6,000 | |||
| 65 | 50 | 7 | 34 | ±6 | 8,540 | ||||
Б.2 Резиновые маркировочные бирки изготавливают из трубки из резиновой смеси ИРП-1338 НТА на основе силиконовых каучуков способом радиационной вулканизации.
Б.З Маркировочные обозначения соединителей на трубки должны наносить черной краской следующей рецептуры: ацетон — 44 %, бутилацетат — 50 %, жировой индулин — 6 % с последующей сушкой при температуре от 50 °C до 100 °C в течение 15 мин.
Универсальность маркировки
Текст, логотипы, штрих-коды, время, дата и даже последовательные серийные номера могут быть нанесены на любом месте вдоль провода или кабеля.
Оборудование лазерной маркировки Exmore имее возможность интеграции в линии автоматической мерной резки и зачитки проводов Komax и Schleuniger. Синхронизрованная работа лазерной маркировочной системы и оборудованием для нарезки и зачистки гарантирует корректное позиционирование маркировки за счет обмена данными между оборудованием.
Для чего необходимо купить лазерный маркер
Можно купить лазерный маркер для проведения любой тонкой работы. Устройство с помощью лазерного излучения удаляет поверхностный слой с разных материалов. В результате получается надпись или изображение. Глубину и толщину проникновения луча можно регулировать. Раньше такая работа проводилась вручную, на это уходило много времени и усилий. Но современные маркеры позволяют обрабатывать любые материалы: пластмассу, металл, дерево, кожу.
Современные устройства могут быть разными, и классифицируют их в зависимости от материалов и объемов маркируемой продукции. Есть мобильные, компактные лазерные маркираторы. Они работают не хуже, чем крупногабаритные агрегаты. Можно купить лазерный маркер в Москве любого типа.
Преимущества наших промышленных принтеров
В наших промышленных принтерах реализованы разнообразные решения для самых разных областей применения. К их основным преимуществам относятся:
- Унифицированные сенсорные дисплеи с интуитивной структурой меню
- Программное обеспечение PROJECT complete для управления всеми системами маркировки
- Предотвращение брака благодаря автоматическому распознаванию материала
- Высокое качество результата благодаря применению идеально согласованных компонентов
- Экономия времени за счет быстрой интеграции принтеров в существующие структуры
Принтеры для автоматической маркировки кабелей и проводов
Маркировка – неотъемлемая составляющая процесса изготовления проводов, которые отвечают российским и международным требованиям к кабельной продукции. Например, когда из-за кабеля выходит из строя дорогостоящее промышленное оборудование, каждый час простоя приносит огромные убытки. Если бы на поверхности отсутствовали условные обозначения, было бы крайне затруднительно определить назначение изделия и подобрать адекватную текущей ситуации замену.
Однако наличие маркировки еще не гарантирует, что обслуживающий персонал быстро разберется, для чего именно нужен тот или иной провод. Иногда напечатанная на поверхности кабеля информация истирается или становится нечеткой. Четкость теряется из-за низкокачественной печати. Происходит это под влиянием ряда внешних отрицательных факторов, скажем, воздействия высокой температуры или агрессивных по отношению к краске химических соединений.
В связи с возможными убытками и безопасностью персонала очень важно соблюдать надлежащее качество маркировки. Именно для решения подобных задач и требуется профессиональное маркировочное оборудование. Правильный подбор принтера гарантирует четкость и контрастность маркировки в течение всего периода эксплуатации кабеля. Приобрести надежные и производительные печатающие устройства для проводов вы можете в ТЦ «Виндэк».

Каплеструйная маркировка
Данный вид маркировки предполагает бесконтактный перенос изображений. Печать происходит за счет каплей специальных чернил или жидких красок. Каплеструйный принтер отлично подходит для нанесения не только одинаковой, но и переменной информации. К примеру, указание длины кабеля через равные промежутки (обычно 1 м, но бывает меньше или больше).
подробнее…

Термотрасферная маркировка
Перенос красящих слоев осуществляется с термотрансферных лент. Краситель предварительно наносится на полиэстеровую пленку, подвергается высокотемпературному воздействию и плавится. Автоматическое спецоборудование такого типа позволяет печатать самые разные сведения – от штрих-кодов или даты изготовления до логотипов или номеров партий.
подробнее…

Лазерная маркировка проводов
В основе метода лежит применение лазерных лучей. Одним из ключевых преимуществ лазера считается печать высочайшего качества. Подобные аппараты без проблем переносят на кабели мелкие изображения и шрифты размером не больше 1 пт. Отпечатанная маркировка не изнашивается, а также характеризуется стойкостью к температурным перепадам и агрессивным кислотам.
подробнее…
Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 26.008 Шрифты для надписей, наносимых методом гравирования. Исполнительные размеры
ГОСТ 26.020 Шрифты для средств измерений и автоматизации. Начертания и основные размеры
ГОСТ 515 Бумага упаковочная битумированная и дегтевая. Технические условия
ГОСТ 3560 Лента стальная упаковочная. Технические условия
ГОСТ 4986 Лента холоднокатаная из коррозионно-стойкой и жаростойкой стали. Технические условия
ГОСТ 11066 Лаки и эмали кремнийорганические термостойкие. Технические условия
ГОСТ 14923 Эмали ПФ-223. Технические условия
ГОСТ 19034 Трубки из поливинилхлоридного пластиката. Технические условия
ГОСТ 21644 Ящики деревянные для изделий авиационной техники
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
Издание официальное
Руководство по лазерной гравировке и маркировке
Лазерная гравировка и лазерная маркировка являются популярными методами создания постоянных меток на различных материалах. Вы можете использовать их на всем, от металла и дерева до пластика и стекла, и они выдерживают постобработку для превосходной отслеживаемости и долговечности. Исключительная скорость и высокая контрастность делают лазерную технологию идеальной для резки и маркировки в различных отраслях промышленности.
Хотя лазерная маркировка и лазерная гравировка взаимозаменяемы, существуют способы как гравировать материалы, так и маркировать их поверхность. В мире лазерной маркировки есть о чем подумать, поэтому мы рассмотрим все, что вам нужно знать о гравировке и маркировке поверхностей. Мы обсудим, для чего можно использовать эти процессы, с какими материалами они работают, как работает лазерная гравировка и чем эти методы отличаются от аналогичных методов, таких как лазерная гравировка и точечная гравировка.
Система ручной лазерной маркировки «С-Маркер-Р20»
Портативное лазерное оборудование на базе СО2 лазера
Система ручной лазерной маркировки предназначена для маркировки крупногабаритных и тяжелых изделий с соблюдением необходимых мер защиты оператора от лазерного излучения.
Мобильный маркирующий узел с кабелем длиной 4,5 м позволяет оператору оперативно выполнять маркировку различных изделий, легко перемещая оборудование по цеху (например, выполнять «противоугонную» маркировку узлов автомобиля).
Три разноцветных светодиода на маркирующем узле и блоке управления информируют оператора о текущем состоянии системы и сигнализируют об ошибках.
Комплектация оборудования:
- маркирующий узел с кабелем, заключенным в гибкий кабель-канал
- блок управления
Гарантия: 1,5 года
Получить коммерческое предложение
Приложение Д (справочное)Маркировочные комплекты ТМАРК-РМ-2П, ТМАРК-НГ-ЗП, ТМАРК-НГ-2П, ТМАРК-БГ-2П, ТМАРК-МТ-2П
Д.1 Маркировочный комплект ТМАРК-РМ-2П предназначен в целях серийного или мелкосерийного изготовления односторонних или двухсторонних термоусаживаемых маркеров методом термотрансферной печати для эксплуатации в интервале температур от -60 °C до +135 °C и с повышенной стойкостью нанесенной информации к воздействию растворителей, топлива и масел. Внутренний диметр до усадки — не более 12 мм.
Д.2 В маркировочный комплект ТМАРК-РМ-2П входит:
- самозатухающая радиационно-модифицированная термоусаживаемая трубка типа ТМАРК-РМ-2П (тип «Радпласт Т-4») с подготовленной для печати поверхностью, предназначенная для изоляции и герметизации при монтаже и ремонте кабелей связи, электрических жгутов бортовых сетей летательных аппаратов, внутриблочного монтажа приборов в изделиях. Применяют в тех случаях, когда требуется гибкость и подвижность изолируемых объектов в процессе эксплуатации;
- красящая лента (риббон) типа TMAPK-ResT-DR с пигментом, обеспечивающим четкое нанесение и высокую контрастность маркировочных обозначений, стойких к воздействию растворителей, топлива и масел.
Д.З Выбор маркировочного комплекта ТМАРК-РМ-2П следует проводить в соответствии с таблицей Д.1.
Таблица Д. 1 — Размеры термоусаживаемых трубок из комплектов ТМАРК-РМ-2П
| Наименование | Внутренний диаметр до усадки, не менее | Внутренний диаметр после усадки, не более | Толщина стенки после усадки |
|---|---|---|---|
| ТМАРК-РМ-2П 3/1,5 | 3,0 | 1,5 | 0,5 ±0,1 |
| ТМАРК-РМ-2П 4/2 | 4,0 | 2,0 | 0,5 ±0,1 |
| ТМАРК-РМ-2П 6/3 | 6,0 | 3,0 | 0,6 ±0,1 |
| ТМАРК-РМ-2П 8/4 | 8,0 | 4,0 | 0,6 ±0,1 |
| ТМАРК-РМ-2П 10/5 | 10,0 | 5,0 | 0,6 ±0,1 |
| ТМАРК-РМ-2П 12/6 | 12,0 | 6,0 | 0,6 ±0,1 |
Д.4 Маркировочные комплекты термоусаживаемых трубок для термотрансферной печати ТМАРК-НГ-ЗП, ТМАРК-НГ-2П, ТМАРК-БГ-2П, ТМАРК-МТ-2П предназначены для серийного или мелкосерийного изготовления односторонних или двухсторонних термоусаживаемых маркеров методом термотрансферной печати.
Комплекты изготавливают из трех видов модификаций материала полиолефиновых трубок НГ — отсутствие горения (для эксплуатации в интервале температур от -60 °C до +135 °C, внутренний диаметр не более 38,1 мм), БГ — отсутствие галогенов (для эксплуатации в интервале температур от -60 °C до +105 °C, внутренний диаметр не более 50,8 мм), МТ — маркировочная трубка, в двух основных цветовых исполнениях — белом и желтом (по согласованию с потребителем возможны другие цветовые исполнения).
Д.5 Выбор маркировочного комплекта ТМАРК-НГ-2П, ТМАРК-БГ-2П, ТМАРК-МТ-2П следует проводить в соответствии с таблицей Д.2.
Таблица Д. 2 — Размеры термоусаживаемых трубок с двукратной усадкой из комплектов ТМАРК-НГ-2П, ТМАРК-БГ-2П, ТМАРК-МТ-2П
В миллиметрах
| Наименование | Ширина области печати | До усадки | После полной усадки | |
|---|---|---|---|---|
| Внутренний Ø min | Внутренний Ø max | Толщина стенок | ||
| ТМАРК-НГ-2П—2,4/1,2 | 4,2 | 2,4 | 1,2 | 0,51 |
| ТМАРК-БГ-2П—2,4/1,2 | 4,2 | 2,4 | 1,2 | 0,51 |
| ТМАРК-МТ-2П—2,4/1,2 | 4,2 | 2,4 | 1,2 | 0,51 |
| ТМАРК-НГ-2П—3,2/1,6 | 5,6 | 3,2 | 1,6 | 0,63 |
| ТМАРК-БГ-2П—3,2/1,6 | 5,6 | 3,2 | 1,6 | 0,63 |
| ТМАРК-МТ-2П—3,2/1,6 | 5,6 | 3,2 | 1,6 | 0,63 |
| ТМАРК-НГ-2П—4,8/2,4 | 7,6 | 4,8 | 2,4 | 0,63 |
| ТМАРК-БГ-2П—4,8/2,4 | 7,6 | 4,8 | 2,4 | 0,63 |
| ТМАРК-МТ-2П—4,8/2,4 | 7,6 | 4,8 | 2,4 | 0,63 |
| ТМАРК-НГ-2П—6,4/3,2 | 10,7 | 6,4 | 3,2 | 0,72 |
| ТМАРК-БГ-2П—6,4/3,2 | 10,7 | 6,4 | 3,2 | 0,72 |
| ТМАРК-МТ-2П—6,4/3,2 | 10,7 | 6,4 | 3,2 | 0,72 |
| ТМАРК-НГ-2П—9,5/4,8 | 15,1 | 9,5 | 4,8 | 0,70 |
| ТМАРК-БГ-2П—9,5/4,8 | 15,1 | 9,5 | 4,8 | 0,70 |
| ТМАРК-МТ-2П—9,5/4,8 | 15,1 | 9,5 | 4,8 | 0,70 |
| ТМАРК-НГ-2П—12,7/6,4 | 20,9 | 12,7 | 6,4 | 0,70 |
| ТМАРК-БГ-2П—12,7/6,4 | 20,9 | 12,7 | 6,4 | 0,70 |
| ТМАРК-МТ-2П—12,7/6,4 | 20,9 | 12,7 | 6,4 | 0,70 |
| ТМАРК-НГ-2П—19,1/9,5 | 30,9 | 19,1 | 9,5 | 0,77 |
| ТМАРК-БГ-2П—19,1/9,5 | 30,9 | 19,1 | 9,5 | 0,77 |
| ТМАРК-МТ-2П—19,1/9,5 | 30,9 | 19,1 | 9,5 | 0,77 |
| ТМАРК-НГ-2П—25,4/12,7 | 40,5 | 25,4 | 12,7 | 0,92 |
| ТМАРК-БГ-2П—25,4/12,7 | 40,5 | 25,4 | 12,7 | 0,92 |
| ТМАРК-МТ-2П—25,4/12,7 | 40,5 | 25,4 | 12,7 | 0,92 |
| ТМАРК-НГ-2П—8,1/19,1 | 60,5 | 38,1 | 19,1 | 0,97 |
| ТМАРК-БГ-2П—38,1/19,1 | 60,5 | 38,1 | 19,1 | 0,97 |
| ТМАРК-МТ-2П—38,1 /19,1 | 60,5 | 38,1 | 19,1 | 0,97 |
| ТМАРК-БГ-2П—50,8/25,4 | 79,3 | 50,8 | 25,4 | 0,97 |
Д.6 Выбор маркировочного комплекта ТМАРК-НГ-ЗП следует проводить в соответствии с таблицей Д.З.
Таблица Д. З — Размеры термоусаживаемых трубок с трехкратной усадкой из комплектов ТМАРК-НГ-ЗП
В миллиметрах
| Наименование | Ширина области печати | До усадки | После полной усадки | |
|---|---|---|---|---|
| Внутренний Ø min | Внутренний Ø max | Толщина стенок | ||
| ТМАРК-НГ-ЗП—2,4/0,8 | 4,2 | 2,4 | 0,8 | 0,53 |
| ТМАРК-НГ-ЗП—3,2/1,0 | 5,6 | 3,2 | 1,0 | 0,58 |
| ТМАРК-НГ-ЗП—4,8/1,5 | 7,6 | 4,8 | 1,5 | 0,58 |
| ТМАРК-НГ-ЗП—6,4/2,0 | 10,7 | 6,4 | 2,0 | 0,63 |
| ТМАРК-НГ-ЗП—9,5/3,0 | 15,1 | 9,0 | 3,0 | 0,63 |
| ТМАРК-НГ-ЗП—12,7/4,0 | 20,9 | 12,7 | 4,0 | 0,68 |
| ТМАРК-НГ-ЗП—19,1/6,0 | 30,9 | 19,1 | 6,0 | 0,90 |
| ТМАРК-НГ-ЗП—25,4/8,0 | 40,5 | 25,4 | 8,0 | 1,00 |
| ТМАРК-НГ-ЗП—8,1/12,7 | 60,5 | 38,1 | 12,7 | 1,10 |
Д.7 Типы шрифтов для нанесения маркировочной информации, заложенные в программном обеспечении принтера, выбирают в зависимости от ширины маркировочной бирки, количества знаков и строк.
Д.8 Нанесение маркировочных обозначений на маркировочные комплекты ТМАРК-РМ-2П, ТМАРК-НГ-ЗП, ТМАРК-НГ-2П, ТМАРК-БГ-2П, ТМАРК-МТ-2П рекомендуется выполнять на термотрансферных принтерах с односторонней печатью CAB SQUIX 4/ЗООМ, CAB EOS2/300, CAB EOS5/300 и двусторонней печатью CAB XD4T/300.
Примечание — По согласованию с разработчиком маркировочных комплектов для нанесения информации на бирках возможно применение других термотрансферных принтеров.
Какой маркиратор экономически выгоднее купить — лазерный, ударно-точечный, каплеструйный?
Неоправданно высокая стоимость маркировки может повлиять на затраты производства, и для рентабельности надо будет увеличить цену продукции. При этом есть вероятность потерять в объемах продаж, когда конкуренты спокойно держат ценообразование на одном уровне, а ваши существующие и потенциальные клиенты уходят к ним. Чтобы этого не случилось, надо изначально выбрать правильный маркиратор.
Пару слов о маркировке
Маркировка товара для большинства категорий становится необходимой и обязательной согласно законодательству РФ. Система “Честный знак” прослеживает оборот маркированной продукции от выхода с конвейера до рук потребителя. И если сейчас категория ваших товаров не в списках национальной программы, то в ближайшее время может в нем оказаться. Поэтому оборудование для маркировки интересует все большее количество предпринимателей и промышленников.
Но не только закон настаивает на использовании цифровых кодов, QR, DataMatrix кодов, покупатели внимательно изучают нанесенную информацию прежде, чем сделать выбор. Наличие штрих-кода вызывает доверие, его можно расшифровать простой программой на смартфоне. А для изготовителя маркировка ー это также учет выпускаемой продукции и способ избежать ее подделки, подтверждая оригинальность детали, товара.
Виды маркировочного оборудования
Маркираторы отличаются по технологии, способу нанесения цифровой, буквенной информации.
Способы нанесения маркировки:
Прямой: непосредственно на товар;
Непрямой (дополнительный): на бирке, наклейке, ярлыке.
Также бывает:
Бесконтактная маркировка: печатающая головка находится на расстоянии 1-30 мм от поверхности (струйные маркираторы: термо-, пьезо-, каплеструйные, лазерные маркеры);
")
Бесконтактная маркировка (Лазерный маркер) Контактная: непосредственно прямой контакт головки и поверхности при работе (иглоударная маркировка, термотрансферные маркираторы, датировщики).
")
Другая классификация:
ручные маркираторы. Удобны мобильностью, идеальны для габаритных изделий;
стационарные. Крепятся к столу, станине производственной линии или могут быть отдельным рабочим местом;
крупносимвольные маркираторы для печати с низким разрешением. Высота символов около 50 мм;
полуавтомат и автомат.
Технологии
механическая: ударно-точечные маркираторы, маркираторы прочерчиванием;
лазерная: CO2, волокнистые, УФ маркеры;
электрохимические маркираторы: метод травления;
маркировка этикетками: понадобится принтер для маркировки;
печать краской: чернильные маркираторы, каплеструйные и другие струйные.
Каждая технология имеет свою специфику, отталкиваясь от нее выпускается и соответствующее маркировочное оборудование.
Рынок предлагает различные виды маркираторов: начиная с ручных этикет-пистолетов, игольчатых до промышленных датеров, этикетировщиков, интегрированных в конвейерную ленту, являющихся непосредственными участниками автоматической линии.
Так в какую сторону смотреть при выборе оборудования? Что окупится и будет экономически целесообразным на долгую перспективу? Рассмотрим основные вопросы, которыми задаются покупатели. Ответ станет очевиден.
Пример №3

Задача: Маркировка текста.
Материал: Полиамид
Сложность: Полиамид слабо поддается лазерной обработке. Необходимо получить максимально читаемый текст за короткое время.
Наше решение: Тесты были выполнены на трех типах лазерных излучателей: СО2, волоконный, ультрафиолетовый, чтобы подобрать лучший вариант.
Результаты использования излучения газового лазера:
Время маркировки: 1.92 сек
Для глубокой гравировки полиамида необходимо излучение газового лазера (10,6 мм). Из-за плавления материала невозможно предотвратить образование облоя:


Для уменьшения облоя рекомендуется использовать низкочастотный режим лазера совместно с высокой скоростью, которая создает точечный эффект. При использовании непрерывной линии количество облоя увеличивается.
Результаты использования ультрафиолетового излучения:
Время маркировки: 16.87 сек
Ультрафиолетовое излучение (355 нм) маркирует материал со светлым оттенком. Текст высокого качества и читаемый, но маркировка этим излучением происходит медленнее, чем на других длинах волн:

Результаты использования излучения волоконного источника:
Время маркировки: 1.89 сек
Маркировка с помощью излучения волоконного лазера (1064 нм) создает на полиамиде изображения с высоким контрастом. Режим высокой контрастности имеет заметную шероховатость. Глубокая гравировка с помощью этого излучения невозможна, но тем не менее, данный результат соответствует техническому заданию, несмотря на то, что полиамид плохо поглощает лазерное излучение.

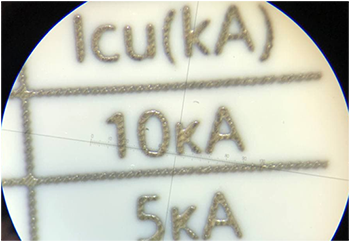
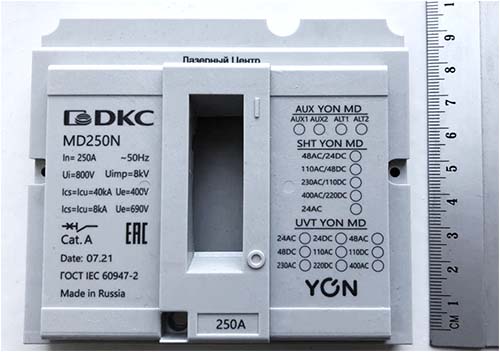
Пример №1
Существует большое количество компаний, которые обращаются с запросом по приобретению станка для маркировки корпусов панелей и приборов. Подобным компаниям необходима маркировка для обозначения основных характеристик прибора: название фирмы, логотип, штрихкоды, устройства индикации, органы управления и т. д.
Один из таких заказчиков пришёл к нам после того, как сделал тесты у других производителей. Итоговый результат его не удовлетворил, маркировка была неаккуратной и выглядела пережжённой. Какое решение предложили мы, рассказываем дальше.
Задача: Маркировка приборных панелей разных размеров с высокой скоростью.
Материал: ABC пластик (белый)
Сложность в процессе #1:
1. Контрастность. Сначала рассмотрим недочеты результата работы другого оборудования. В образце можно заметить наплывы и блеск, что является ошибкой увеличенной плотности линий и мощности лазера. Материал чувствителен к излучению 1 мкм. На высоких мощностях или при двойном проходе вспенивается, оставляя белые наплывы (образование жидкой фазы, в результате чего пластик имеет разную контрастность по краям и центру, у букв мягкий переход, появляется блеск), из-за чего маркировка визуально выглядит темно-серой с блеском и желтизной:
")
Наше решение:
Для начала немного разберем физику процесса.
a. С помощью лазера нагреваем пластик. Нагреваем в пределах небольшого пятна и очень быстро. Мы стремимся изменить цвет поверхности, но при этом не разрушить изделие, поэтому мы ограничиваем зону нагрева (диаметр сфокусированного пятна луча) и время (длительность импульса).
b. Почему пластик должен поменять цвет? Потому, что мы стремимся с помощью нагрева провести химические реакции и модифицировать материал. Для лучшего понимания приведем в пример углерод. Алмаз, состоящий из углерода, является прозрачным материалом, но можно с помощью больших температур поменять его структуру, и тогда углерод будет черным и непрозрачным. По этой аналогии лазерный луч провоцирует нагрев того материала, который способен поглотить лазерное излучение и, следовательно, провоцирует преобразование этого материала. Мы помним, что «желающих» поглотить излучение в пластике достаточно, поэтому нужно тонко дозировать ту энергию, которую мы передаем, чтобы, где нужно потемнело, а где не нужно не расплавилось.
Как раз в примере выше идет такой перегрев материала, что он не только меняет свой цвет, а ещё плавится и вспучивается.
Раз мы перегреваем, то следует греть меньше и быстрее. При умеренной мощности лазер маркирует светлый АБС пластик с образованием четкой черной маркировки.
Также необходимо оптимизировать время выполнения маркировки. Один из важных параметров – это разрешение наносимого изображения или плотность линий. Нужно подобрать плотность линий так, чтобы линии не накладывались друг на друга. Но, если сделать линии слишком разряженными, то светлое пространство между ними визуально осветлит и всю маркировку. Также важно выбрать плотность линий так, чтобы в тонких графических элементах одной формы (например, перекладины в буквах «А» «Н» «Е») количество линий было одинаковым:

Сложность в процессе #2:
2. Четкость. В макете имеются очень тонкие и маленькие элементы. В образце другого оборудования, можно заметить, что линии круга сделаны прямой заливкой, из-за чего они разъезжаются, оставляя края неровными, рваными:
")
Наше решение:
Подобные задачи встречаются часто, когда нужно нанести достаточно тонкие элементы на материале. Многие лазерные системы (чаще всего китайские) ограничены только прямой заливкой, из-за чего накладываются неудобства: увеличивается скорость маркировки, появляется дешевая «ступенчатость» на пластике, а это уже не соответствует ТЗ наших заказчиков.
Кстати, работать с окружностями и кривыми линиями во многом позволяет более функциональное ПО.

Итак, чтобы получать контрастные изображения, необходимо очень четко дозировать нагрев пластика, оптимизируя режимы работы лазера и геометрию заливки.
Еще одним важным аспектом в увеличении производительности лазерного оборудования является оптимизация траекторий, по которым «ходит» луч.
Немного терминологии. Процесс маркировки состоит из простых операций: включили лазер, переместили луч, выключили лазер, переместили то место, где будем лазер включать. Т.е. у нас есть два типа векторов:
Активный – перемещение с включенным лазером.
Пассивный – перемещение с выключенным лазером.
Задача грамотного ПО разбить маркируемое изображения на отдельные векторы так, чтобы минимизировать количество пассивных векторов и при этом не снизить качество картинки.
Наш результат:
Преимущества оборудования
У лазерного маркера есть несколько весомых достоинств:
- точность;
- скорость;
- дешевизна.
Лазерный маркер работает с помощью компьютерных программ, он не допускает ошибок. При этом не учитывается человеческий фактор, так как специалисты не влияют на работу агрегата. Во время нанесения надписей и изображений не будет никаких ошибок. Гравировка будет идеально ровной, без дефектов, царапин и микроскопических трещин.
Устройство работает очень быстро. Мастера гравировки для создания небольших надписей могут потратить уйму времени. И их работа не сравнится с маркером. Простые надписи он наносит на любой материал всего за несколько минут. Само устройство недешевое, нужно будет потратиться на его приобретение. Но у него довольно долгий срок эксплуатации, который покроет все растраты.
Если на производстве нет лазерного маркера, то придется воспользоваться услугами специалистов. Им нужно будет обеспечить нормальные условия труда, достойную заработную плату, страховку от несчастных случаев на производстве. На фоне всех этих растрат цена лазерного маркиратора покажется не такой высокой. В дальнейшем придется тратиться только на его обслуживание и ремонт в случае поломок. Компания «INTERLASER» предлагает приобрести разные лазерные маркираторы.
Company MAXXmarketing GmbH
Новости
Статьи
Приложение Е (справочное)Комплекты маркировочных пластин ТМАРК-135-НГ, ТМАРК-320
Е.1 Комплекты маркировочных пластин ТМАРК-135-НГ на основе радиационно-модифицированного полиолефина (далее — комплекты) предназначены для серийного или мелкосерийного изготовления односторонних и двусторонних маркировочных пластин методом термотрансферной печати, для эксплуатации в интервале температур от -60 °C до +135 °C и с повышенной стойкостью нанесенной информации к воздействию растворителей, топлива и масел.
Е.2 В комплект ТМАРК-135-НГ входит:
- лента из самозатухающего радиационно-модифицированного (сшитого) полиолефина толщиной 600 мкм с перфорацией пластин и мест их крепления, подготовленная для термотрансферной печати и предназначенная для маркировки элементов и устройств при монтаже и ремонте оборудования летательных аппаратов, а также для других транспортных средств и устройств. Применяются в тех случаях, когда требуется устойчивость в заданном интервале температур и стойкость нанесенной информации к воздействию растворителей, топлива и масел, а также стойкость к ультрафиолетовому излучению;
- красящая лента (риббон) типа TMAPK-ResT-DR с пигментом, обеспечивающим четкое нанесение и высокую контрастность маркировочных обозначений, стойких к воздействию растворителей, топлива и масел.
Е.З Комплекты изготавливают в белом и желтом цветовых исполнениях.
Е.4 Выбор комплекта ТМАРК-135-НГ следует проводить в соответствии с таблицей Е.1.
Таблица Е. 1 — Размеры маркировочных пластин ТМАРК-135-НГ
В миллиметрах
| Наименование | Размер | Отклонение верт./гор. | Размер поля для печати |
|---|---|---|---|
| ТМАРК-135-НГ—1042 | 10 х 42 | ±0,5/±1,5 | 8 х 23 |
| ТМАРК-135-НГ—1059 | 10 х 59 | ±0,5/±1,5 | 8 х41 |
| ТМАРК-135-НГ—1073 | 10 х 73 | ±0,5/±1,5 | 8 х 55 |
| ТМАРК-135-НГ—1349 | 12,8 х 49 | ±0,5/±1,5 | 11 х 30 |
| ТМАРК-135-НГ—1942 | 19 х 42 | ±0,5/±1,5 | 17 х 29 |
| ТМАРК-135-НГ—1959 | 19 х 59 | ±0,5/±1,5 | 17 х41 |
| ТМАРК-135-НГ—1973 | 19 х 73 | ±0,5/±1,5 | 17 х 51 |
| ТМАРК-135-НГ—2049 | 20 х 49 | ±0,5/±1,5 | 18 х 30 |
| ТМАРК-135-НГ—3859 | 38 х 59 | ±0,5/±1,5 | 36 х 43 |
| ТМАРК-135-НГ—3873 | 38 х 73 | ±0,5/±1,5 | 36 х 58 |
Е.5 Комплекты высокотемпературных маркировочных пластин ТМАРК-320 на основе полиимида предназначены для серийного или мелкосерийного изготовления односторонних и двусторонних маркировочных пластин методом термотрансферной печати для эксплуатации при температуре до +320 °C. В комплект входит риббон, обеспечивающий устойчивость нанесенной информации к воздействию растворителей, топлива и масел.
Е.6 Типы шрифтов для нанесения маркировочной информации, заложенные в программном обеспечении принтера, выбирают в зависимости от ширины маркировочной пластины, количества знаков и строк.
Е.7 Нанесение обозначений на маркировочные комплекты ТМАРК-135-НГ, ТМАРК-320 рекомендуется выполнять на термотрансферных принтерах с односторонней печатью CAB SQUIX 4/300М, CAB EOS2/300, CAB EOS5/300 и с двусторонней печатью CAB XD4T/300.
Примечание — По согласованию с разработчиком маркировочных комплектов для нанесения информации на пластинах возможно применение других термотрансферных принтеров.
Промышленные принтеры MARKING system
Убедитесь сами, какой легкой может быть работа при использовании промышленных принтеров серии MARKING system. Используйте для нанесения промышленной маркировки наше интуитивное ПО, различные системы печати и подходящие материалы для любых областей применения.
Промышленные принтеры MARKING system
YouTube
Приложение В (обязательное)Маркировочные металлические бирки
В.1 Конструкция и размеры металлических бирок должны соответствовать указанным на рисунке В.1 и в таблице В.1.
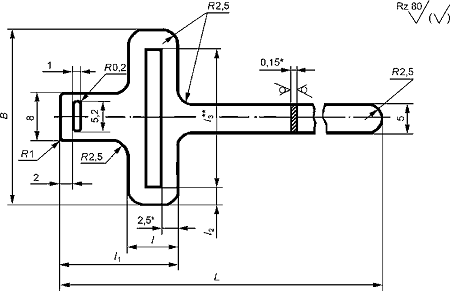
Рисунок В.1. * Размер для справок. * Размер обеспечивается инструментом.
Таблица В. 1 — Типоразмеры металлических бирок Размеры в миллиметрах
| Типоразмер | L | l | l1 | l2 | l3 | Пред. откл. В ±2 | Шрифт по ГОСТ 26.008 | Масса 1000 шт., кг | ||
|---|---|---|---|---|---|---|---|---|---|---|
| Пред. откл. | Номин. | Пред, откл. | Номин. | Пред, откл. | ||||||
| ±2 | ±1 | ±2 | ||||||||
| 1 | 30 | 7 | 18 | 3 | ±1 | 18 | ±2 | 25 | 3,0-ПрЗ | 0,032 |
| 2 | 5 | ±2 | 28 | ±4 | 40 | 0,054 | ||||
| 3 | 40 | 3 | ±1 | 18 | ±2 | 25 | 0,122 | |||
| 4 | 5 | ±2 | 28 | ±4 | 40 | 0,043 | ||||
| 5 | 170 | 10 | 21 | 24 | ±3 | 35 | 4,0-Пр4 | 0,072 | ||
| 6 | 7 | 34 | ±6 | 50 | 0,163 | |||||
В.2 Металлические маркировочные бирки изготавливают из ленты 12Х18Н10Т-М. Допускается изготовление из ленты 12Х18Н10Т—М—НТ—3—НО-0,15 по ГОСТ 4986.
В.З Покрытие — хим.пас.
В.4 На металлической бирке следует наносить маркировку жгута в соответствии с требованиями настоящего стандарта ударным способом на глубину 0,05 мм.
В.5 Поверхность металлических бирок должна быть ровной, без трещин, заусенцев и острых кромок.
Приложение Ж (справочное)Комплекты маркировочных этикеток ТМАРК-ЭТТ, ТМАРК-320-ЭТТ
Ж.1 Маркировочные комплекты ТМАРК-ЭТТ предназначены для серийного или мелкосерийного изготовления односторонних маркировочных самоклеящихся этикеток (на основе полиэстера) произвольной длины методом термотрансферной печати, для эксплуатации в интервале температур от -60 °C до +150 °C и с повышенной стойкостью нанесенной информации к воздействию растворителей, топлива и масел.
Комплекты изготавливают в трех цветовых исполнениях самоклеящихся этикеток:
- ТМАРК-ЭТТ-3178 с использованием ТМАРК 3178 — белая глянцевая;
- ТМАРК-ЭТТ-3478 с использованием ТМАРК 3478 — белая матовая;
- ТМАРК-ЭТТ-3978 с использованием ТМАРК 3978 — серебристая матовая.
Ж.2 Комплекты маркировочных высокотемпературных этикеток ТМАРК-320-ЭТТ на основе полиимида предназначены для серийного или мелкосерийного изготовления односторонних маркировочных самоклеящихся этикеток произвольной длины методом термотрансферной печати для эксплуатации при повышенных температурах. Возможно использование для маркировки провода и кабеля «флажком». В комплект входит риббон, обеспечивающий устойчивость нанесенной информации к воздействию растворителей, топлива и масел.
Ж.З Типы шрифтов для нанесения маркировочной информации, заложенные в программном обеспечении принтера, выбирают в зависимости от ширины маркировочной этикетки, количества знаков и строк.
Ж.4 Нанесение обозначений на маркировочные комплекты ТМАРК-ЭТТ, ТМАРК-320-ЭТТ рекомендуется выполнять на термотрансферных принтерах с односторонней печатью CAB SQUIX 4/300М, CAB EOS2/300, CAB EOS5/300 и с двусторонней печатью CAB XD4T/300.
Примечание — По согласованию с разработчиком маркировочных комплектов для нанесения информации на этикетках возможно применение других термотрансферных принтеров.
УДК 006.063:621.315:629.735:006.354ОКС 49.060
Ключевые слова: маркировка жгутов/проводов, маркировка электрических соединителей, термо-усаживающаяся бирка
Marking of wires, harnesses, cables, connectors, modulars, units and elements of the power supply system of aircraft and helicopters
Дата введения — 2022—06—01
Редактор Л. С. Зимилова Технический редактор И.Е. Черепкова Корректор И.А. Королева Компьютерная верстка И.А. НалейкинойСдано в набор 24.11.2021. Подписано в печать 20.12.2021. Формат 60×84%. Гарнитура Ариал. Усл. печ. л. 3,26. Уч.-изд. л. 2,77.Подготовлено на основе электронной версии, предоставленной разработчиком стандартаСоздано в единичном исполнении в ФГБУ «РСТ» , 117418 Москва, Нахимовский пр-т, д. 31, к. 2.
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. № 162-ФЗ «О стандартизации в Российской Федерации». Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе «Национальные стандарты», а официальный текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.rst.gov.ru)
© Оформление. ФГБУ «РСТ», 2021
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
Промышленная маркировка для любых требований
Мы предлагаем промышленные принтеры для любых требований в области маркировки. Широкий выбор технологий печати позволит Вам подобрать такую маркировку, которая оптимально подходит для решения Ваших задач.
- Лазерная маркировка для самых высоких требований с системой TOPMARK NEO
- Высококачественная монохромная и цветная маркировка методом УФ-светодиодной печати с системами BLUEMARK ID
- Эффективная термотрансферная печать для широкого спектра задач с системой THERMOMARK CARD 2.0 для карточек и пластин, с принтером для рулонов THERMOMARK ROLL 2.0 и для крупносерийной печати с принтером THERMOMARK ROLLMASTER
- Гибкая печать на месте с переносными термотрансферными принтерами THERMOMARK PRIME, THERMOMARK GO и THERMOMARK GO.K
Маркировка кабелей
В этой статье:
- подготовка таблицы коммутаций;
- варианты маркировки (что наносить на кабели);
- обзор методов нанесения маркировки;
- пример работы с одним из методов, включая макрос и шаблон для распечатки.
Что вообще с чем будем коммутировать?
Маркировка имеет смысл, когда имеется много проводов и непонятно сразу, какой из них куда ведет. Дело может быть не только в том, что их слишком много.
Как правило, в серверной (или ЦОДе — центре обработки данных) подведены некоторые внешние каналы (Интернет, прямые кабели до других ЦОДов, филиалов компании, и пр.), а также расположено местное оборудование в телекоммуникационных шкафах.
На фото видно верх такого шкафа. Снизу слева подходят кабели от других устройств в стойке, а вверх уходят кабели, которые идут в другие стойки или на внешние каналы. Над стойками есть специальный органайзер для кабелей.
Внутри стойки разделяют активное и пассивное оборудование. Пассивное служит исключительно для целей коммутации. Например, патч-панель:
На такой панели есть 24 или больше портов, она имеет высоту 1U или 2U. С обратной стороны панели все кабели собраны в пучок, который уходит наверх стойки. Как правило, все порты одной патч-панели соответствуют портам другой панели в другой стойке.
Таким образом, коммутации подлежат порты в активном и пассивном оборудовании в различных стойках.
Подготовка таблицы коммутации
В такой таблице указывается:
- номер соединения;
- исходное активное оборудование;
- тип разъема на исходном оборудовании;
- пассивное оборудование в той же стойке;
- конечное активное оборудование;
- тип разъема на конечном оборудовании;
- активное оборудование в той же стойке;
Понятно, что для оборудование в одной стойке пассивные патч-панели могут отсутствовать. Кроме того, при разном типе разъемов могут присутствовать переходники, либо само пассивное оборудование может быть посложнее простой панели с портами. Если все порты одинаковы, можно это опустить.
Для того, чтобы эффективно обозначать оборудование, необходимо ввести некоторые правила обозначений.
Во-первых, все шкафы/стойки в рамках ЦОДа или в рамках нескольких площадок, созданных для общей, но разнесенных территориально, пронумерованы. Поскольку такой шкаф называется rack, то и обозначается: R01, R02, и т.д.
Далее, удобно активное оборудование нумеровать снизу вверх цифрами, а пассивное — сверху вниз буквами A, B, C, и т.д. Соответствующие наклейки наносятся на само оборудование или сбоку на поверхность стойки.
Внутри оборудование тоже нужно ввести нумерацию. Множество сложных устройств имеют в себе модули, поэтому, чтобы использовать нанесенную на них нумерацию, сначала надо указать номер модуля (всегда 1, если там нет никаких модулей), а затем и номер порта в нем. Порты нумеруются слева направо, сверху вниз. Нумерация портов должна быть прозрачна, для каждого типа оборудования нужна в документации картинка с нумерацией, потому что когда кабелей воткнуто много разглядывать циферки не удобно. А недавно встретил Cisco с перевернутыми (вверх ногами) знаками, спасибо китайцам.
Таким образом, для обозначения конкретного порта имеем что-то вроде:
R01:2\1\14
.
Для пассивного оборудование достаточно:
R03:E-21
, поскольку для одного устройства нумерация будет наверняка сквозная.
Таким образом, мы имеем таблицу соединений из которой абсолютно понятно сколько кабелей нужно и каких, а также куда их воткнуть.
Что наносить на кабель?
Маркировка нужна для того, чтобы иметь возможность вынуть и воткнуть обратно любой кабель. Кроме того, посмотрев на кабель, имеется возможность понять, куда он идет (или хотя бы должен идти).
Что наносить на кабель — дело вкуса.
Возможные варианты:
- номер соединения;
- у порта пассивного оборудования указывать активное (в этой же стойке), а у порта активного — активное в этой же стойке. Удобно для понятия куда же ведет этот кабель, но вставить его в нужный порт невозможно без таблицы, можно применять при маркировке после коммутации;
- писать на обоих концах одно и то же: номер стойки и какие два порта в ней соединяет кабель, удобно для предварительной маркировки, но без таблицы не понять, куда ведет этот кабель, особенно если соответствие патч-панелей не указано;
- другие.
Для примера я выбрал третий вариант, когда на каждом конце каждого кабеля написано:
123 R01:1\2\12:E-15
, где 123 — номер соединения.
Тогда можно нанести маркировку на нужное число кабелей и потом брать их по одному и вставлять в оборудование, глядя на маркировку.
Обзор методов нанесения маркировки
В принципе, может использоваться что угодно, но нужно учитывать, что обычная клейкая бумага портится от «погодных условий» серверных, а также плохо переносит перегибы проводов. Поэтому лучше подходит плёнка, а ещё лучше специальная. Этот вариант рассмотрю ниже, а пока — какие ещё есть варианты?
- Специальные бирки;
- обычный маркер, номер можно написать прямо на кабеле;
- можно попросить нанести маркировку завод-изготовителей кабелей, если заказ идет напрямую у завода;
- оборудование, которое само печатает маркировку (видео работы по ссылке);
- наборные кольца.
Пример
Для примера я выбрал способ с маркировкой на специальной бумаге.
На такой бумаге есть отдельные наклейки, которые легко отклеиваются и хорошо наклеиваются на кабель. Они называются самоламинирующимися, потому что обклеивание кабеля начинается с бумажной части, а потом пленочная (прозрачная) часть обматывается вокруг кабеля и закрывает саму надпись, тем самым обеспечивая её долговечность. Так же такая бумага выдерживает сгибания кабеля, но клеить лучше на прямой отрезок, ровнее будет.
Печатать на такой бумаге можно на обычном лазерном принтере. Один лист в российских магазинах, к сожалению, стоит от 600 рублей (от 49 до ~200 наклеек на листе, смотря какие нужны). При заказе в США цены будут в 3–5 раз меньше.
Для печати необходимо сделать шаблон, удобнее всего — в виде таблицы в Excel. Для бумаги с 13х10 наклейками вот шаблон: ссылка.
Необходимо подогнать поля в шаблоне под свой принтер, поскольку отличия на 1-2 мм сказываются значительно. Можно отсканировать и распечатать этот лист на обычной бумаге и попробовать на нем. Можно печатать только на одной наклейке, пока не станет совпадать, но есть опасность, что где-нибудь внизу всё же потом вылезет смещение.
Для печати необходимо подготовить таблицу с надписями для кабелей. Столбцы: номер соединения, надпись на одном конце, надпись на другом. Надпись может и совпадать. В моем случае я сделал разбиение надписи на три строчки: номер соединения и шкафа, исходное оборудование, конечное оборудование. Так получился более крупный шрифт, но есть большой минус: надо посмотреть на кабель с почти 270-градусов-сторон, что не всегда легко.
Перенос таблицы в шаблон осуществляется с помощью макроса VBA. Конкретный макрос будет отличатся в зависимости от шаблона и таблицы.
Public Sub CopyToExcel() ' Параметры шаблона ' Dim StepV As Long Dim StepH As Long Dim CountH As Long ' Текущее положение в шаблоне ' Dim CurrentH As Long Dim CurrentV As Long ' Текущая строчка таблицы маркировки ' Dim currentL As Long ' Элементы текста маркировки ' Dim Say As String Dim Rack As String Dim Patch As String Dim Active As String ' Начальные параметры ' StepV = 4 StepH = 2 CountH = 12 currentL = 2 CurrentH = 1 CurrentV = 1 With Sheets("R") While Sheets("S").Cells(currentL, 1) <> "" If Len(Sheets("S").Cells(currentL, 2)) > 0 Then Say = Sheets("S").Cells(currentL, 2) ' Link number ' Rack = Left(Say, 3) Say = Replace(Say, Rack & "=", "") .Cells(CurrentV, CurrentH).Value = Val(Replace(Sheets("S").Cells(currentL, 1), ".", "")) & " " & Rack .Cells(CurrentV, CurrentH + StepH).Value = Val(Replace(Sheets("S").Cells(currentL, 1), ".", "")) & " " & Rack Active = Replace(Left(Say, InStr(Say, "=")), "=", "") Patch = Replace(Say, Active & "=", "") ' First link ' .Cells(CurrentV + 1, CurrentH).Value = Active .Cells(CurrentV + 2, CurrentH).Value = Patch ' Second link ' .Cells(CurrentV + 1, CurrentH + StepH).Value = Active .Cells(CurrentV + 2, CurrentH + StepH).Value = Patch ' New coordinates ' CurrentH = CurrentH + 2 * StepH If CurrentH >= (CountH - 0) * StepH - 1 Then CurrentH = 1 CurrentV = CurrentV + StepV End If ' Если нужно два и более одинаковых кабеля, где-то тут нужно добавить на это проверку и скопировать. ' End If currentL = currentL + 1 Wend End With
End SubR — лист шаблона, S — таблицы с исходными данными.
Результат распечатки на самом первом фото статьи. За 8 часов можно обклеить 500-1000 кабелей.
Использованные материалы:
Про патч-панели
Про ошибки просьба писать в личку.
Так же принимаю предложения о чем бы вам интересно было почитать из серии серверы и серверные, телекоммуникационное оборудование (Cisco, EMC), серверы и blade-центры HP, IBM, Hitachi, и т.п.
Твердотельный лазер серии EVC Telesis
Твердотельный лазер серии EVC Telesis позволит наносит контрастную нестираемую маркировку на полиэтиленовом или ПВХ кабеле в движении на каждом метре. Ванадатовый кристалл, который служит для генерации лазерного излучения, обеспечивает высокое качество луча М2=1,2, а также очень короткий импульс — около 20 нс. Благодаря короткому импульсу (то есть минимальному времени нагрева материала кабеля) луч не оплавляет полиэтилен и маркировка получается более контрастной, чем при использовании других лазеров.

- мощность 15Вт (EV15), 40 Вт (EV40);
- кристалл ND:YVO4, 1064нм;
- качество луча M2=1,2;
- короткий импульс (20 нс): минимальная зона нагрева. Контрастная маркировка на кабеле ПЭ;
- встроенный ПК;
- собственный счет метража или получение сигнала от реле линии;
- срок службы диода накачки – 100 тыс.часов;
- поле маркировки – 230мм либо виртальное окно;
- скорость печати – до 100 м/мин;
Комплектация лазерного маркиратора для кабелей и проводов включает
Лазерная головка с линзой
- контроллер с встроенным ПК;
- монтажный штатив;
- защитный кожух от лазерного излучения;
- энкодер;
- специальный адаптированный интерфейс оператора AMI (на рисунке справа);
- комплект очистки линзы лазера.
Данное решение позволит маркировать ПЭ кабели и трубы в движении при скорости линии 50-100 м/мин, текстом 50 знаков высотой 5-8 мм.
Преимущества использование лазерных маркировщиков для кабеля по сравнению с маркировкой краской:
- нестираемая надпись;
- отсутствие расходных материалов;
- отсутствие расходов на ТО;
- низкая себестоимость надписи;
- отсутствие ежедневных промывок и чисток печатающих головок.

Маркировка также может наноситься ПОПЕРЕК, например, для лазерной маркировки гофрированной трубы в движении
ВИДЕО лазерной маркировки ПЭ трубы
ВИДЕО лазерной маркировки ПЭ кабеля
Время работы:
Пн.-Пт. 9:00 — 18:00 (Перерыв с 12:00 до 12:40)
Сб.-Вс. выходные дни
Лазерные маркировочные машины от Telesis

От простых штрих-кодов до промышленных паспортных табличек, которые служат десятилетиями, возможности лазерной маркировки безграничны. Работа с надежным оборудованием жизненно важна, когда речь идет о производстве и соблюдении нормативных требований. В Telesis мы разрабатываем высококачественные прочные лазерные маркеры различных стилей и конфигураций для удовлетворения потребностей вашего проекта. Мы являемся вашим универсальным поставщиком всего, что касается лазерной гравировки и маркировки, включая настройку, программное обеспечение и поддержку.
Просмотрите наши продукты сегодня или протягивать к нам чтобы обсудить вашу заявку с профессионалом!
Какие материалы можно гравировать лазером?
Одна из причин популярности лазерной гравировки и маркировки заключается в том, что вы можете использовать их на самых разных материалах. Металлы распространены, но вы также можете гравировать и маркировать такие предметы, как пластик, стекло и дерево.
Вот несколько примеров материалов для лазерной гравировки:
- Металлы: Гравировка возможна практически на любом металле, в том числе на стали. алюминий, железо, серебро и золото. Поскольку гравировка выдерживает постобработку, вы можете обрабатывать металлы для самых разных целей и внешнего вида после резки. Для испарения некоторых металлов требуются более высокие температуры, поэтому при выборе лазерного станка следует учитывать свой металл. Например, титан, как известно, тяжело режется. точка испарения 3,260 градусов по Цельсию, в то время как серебро легче всего при 1,950 градусах Цельсия.
- пластмассы: Пластмассы, такие как акрил и полиоксиэтилен (ПОМ), используются в самых разных продуктах, поддающихся гравировке и маркировке, благодаря разнообразным цветам и физическим характеристикам.
- Фанера и ДВП средней плотности (МДФ): Эти изделия из дерева имеют естественный, светлый вид и хорошо поддаются гравировке и маркировке.
- Стакан: Многие типы стекла можно гравировать и травить для получения потрясающих эффектов, которые отлично подходят для упаковки продуктов и рекламных материалов.
- Кожа: Кожа жесткая и не всегда хорошо поддается механической гравировке, но лазеры ее быстро прорезают.
- Камень: Вы даже можете использовать инструменты для лазерной маркировки на камне, которые можно использовать для проектов на открытом воздухе, таких как вырезание логотипа на плитке для дорожек.

Область применения
Настоящий стандарт устанавливает требования к маркировке проводов, жгутов, кабелей, соединителей и модульных колодок бортовой электрической сети самолетов и вертолетов, включая их приборы и агрегаты.
Маркировка проводов, жгутов, кабелей, электрических соединителей, модульных колодок и готовых изделий применяется для облегчения поверки электрических цепей, нахождения неисправностей и ремонта.
Типы лазерных станков
На выбор предлагается несколько типов станков для лазерной маркировки, каждый из которых работает по-своему и лучше всего подходит для конкретных материалов и задач. Они в первую очередь отличаются как они возбуждают электроны в лазере, чтобы дать ему высокую энергию, необходимую для резки. Лазерные машины могут использовать для этого различные материалы, в том числе газы и твердые тела. Лазеры, в которых используются твердые материалы, называются твердотельными лазерами.
Волоконные лазерные граверы
Волоконные лазерные маркеры твердотельные лазеры, использующие стеклянные волокна для проведения электричества. Сначала свет исходит из лазерный диод и перемещается по оптоволоконному кабелю. Кабель оснащен специальными компонентами, изменяющими свет. Через несколько сложных процессов и воздействие редкоземельных элементов, свет достигает определенных длин волн и более высоких уровней энергии. Затем линзы изменяют форму луча в соответствии с задачей резки.
Хотя они могут быть более дорогими, волоконные лазеры очень мощные и могут создавать очень маленькие лучи для дополнительной точности. Они хорошо работают практически с любым материалом и практически не требуют обслуживания с длительным сроком службы.
CO2 лазерные граверы
Этот тип лазера использует газы для передачи электричества и питания лазера. Излучаемый свет проходит через стеклянные трубки, заполненные газовой смесью, включающей двуокись углерода (CO2), а также такие газы, как азот, гелий и водород. По обеим сторонам трубы находятся зеркала, одно полностью отражающее, а другое частично отражающее. Когда свет отражается между зеркалами, он приобретает интенсивность, проходя через частично отражающее зеркало только тогда, когда становится достаточно ярким. Затем он фокусируется на режущей поверхности.
CO2 лазеры довольно мощные и могут резать различные материалы, но они исключительно хорошо работают с неметаллами, такими как дерево, пластик и кожа. Вы даже можете использовать их в некоторых приложениях пищевой промышленности. Их требования к обслуживанию выше, чем у волоконного лазера, поскольку любые проблемы с трубками или системой зеркал могут вывести машину из строя.
Кристаллические лазеры
Эти лазеры обладают чрезвычайно высокой режущей способностью благодаря использованию определенных кристаллов в качестве твердотельных сред. Эти кристаллы, а именно гранат и ванадат, «легированы» различными ионами, которые помогают придавать лучу определенные характеристики. Два распространенных варианта:
- Nd: ИАГ: Иттрий-алюминиевый гранат, легированный неодимом
- Nd: YVO: Орто-ванадат иттрия, легированный неодимом
Эти кристаллы универсальны и позволяют лазеру достигать исключительно высокой энергии и производительности. Например, ванадатные лазеры могут достичь лучшего качества луча, глубины фокуса и пиковой мощности, чем волоконные лазеры.
Кристаллы также позволяют создавать лазеры с различной длиной волны. Некоторые материалы лучше реагируют на волны зеленого, синего или ультрафиолетового излучения, чем на типичный инфракрасный диапазон. Зеленый лазер, например, обычно используется для драгоценных металлов, таких как золото и серебро, а также для электрических компонентов, печатных плат и другой чувствительной электроники.
Сокращения
В настоящем стандарте применены следующие сокращения:
КД —конструкторская документация;
ОТК — отдел технического контроля;
РК — распределительная коробка;
ЦРУ — центральное распределительное устройство;
ЭВМ —электронно-вычислительная машина.





