

- ШПАЛЫ
- РЕЛЬСОВЫЕ ПЛЕТИ
- ПОГРУЗКА. ПЕРЕВОЗКА. ВЫГРУЗКА ПЛЕТЕЙ
- ЖУРНАЛ УЧЕТА СЛУЖБЫ И ТЕМПЕРАТУРНОГО РЕЖИМА РЕЛЬСОВЫХ ПЛЕТЕЙ (ОБРАЗЕЦ ЗАПОЛНЕНИЯ)
- ОБЛАСТЬ ПРИМЕНЕНИЯ
- ПЛАН И ПРОФИЛЬ
- ПРАВИЛА ПРИЕМКИ
- ЗЕМЛЯНОЕ ПОЛОТНО
- Режим сварки непрерывным оплавлением рельсов типа Р65 на контактной машине К-1000
- Режимы сварки рельсов типов Р75, Р65 и Р50 мартенового и кислородно-конверторного производства непрерывным оплавлением на контактных стыковых машинах типов К-190 и К-355
- Режимы термической обработки сварных стыков рельсов типа Р65 на установке ИТТ5-250/2,4П в полевых условиях
- БАЛЛАСТНЫЙ СЛОЙ
- ВОССТАНОВЛЕНИЕ ЦЕЛОСТНОСТИ РЕЛЬСОВОЙ ПЛЕТИ И ЕЕ ТЕМПЕРАТУРНОГО РЕЖИМА РАБОТЫ
- ПЕРЕЧЕНЬ ССЫЛОЧНЫХ1 НОРМАТИВНЫХ ДОКУМЕНТОВ
- Режимы термической обработки сварных стыков, концов и нагрева токами средней частоты рельсов для прессования переходного профиля на установках ИТТ-100-2,4
- ТРЕБОВАНИЯ К ПРОМЕЖУТОЧНЫМ РЕЛЬСОВЫМ СКРЕПЛЕНИЯМ, ШПАЛАМ И ИНВЕНТАРНЫМ РЕЛЬСАМ
- ТЕРМИНЫ, ПРИМЕНЯЕМЫЕ В ТУ-2000
- ОСОБЕННОСТИ УКЛАДКИ И СОДЕРЖАНИЯ БЕССТЫКОВОГО ПУТИ
- Режимы сварки рельсов прерывистым подогревом на контактных стыковых машинах МСГР-500
ШПАЛЫ
В бесстыковом пути
должны применяться железобетонные шпалы преимущественно брускового типа с
конструкцией крепления закладных болтов, предотвращающей проворачивание их при
закреплении. Допускается применение железобетонных шпал с дюбельными и
анкерными прикрепителями в соответствии с нормативной документацией,
утвержденной Департаментом пути и сооружений МПС России (далее — ЦП МПС).
Эпюры шпал на
путях линий 1-4-го классов должны быть: в прямых участках и в кривых радиусом
более 1200 м — 1840 шт. /км, радиусом 1200 м и менее, а также на затяжных
спусках круче 12 %о — 2000 шт. /км; на
путях 5-го класса: в прямых и кривых радиусом более 650 м — 1440 шт. /км,
радиусом 650 м и менее — 1600 шт. /км.
В местах примыкания бесстыкового пути с железобетонными шпалами к участкам
звеньевого пути с деревянными шпалами, к стрелочным переводам с деревянными
брусьями, башмакосбрасывателям, уравнительным приборам и т. железобетонные
шпалы следует укладывать по схемам, показанным на рис. 1, причем на конце
первого звена уравнительного пролета, примыкающего к плетям бесстыкового пути,
укладываются четыре деревянные шпалы.
Рис. Схемы примыкания бесстыкового пути на железобетонных шпалах к звеньевому
пути (а) и к стрелочному переводу (б)
Рис. Схемы расположения железобетонных и деревянных шпал
при примыкании рельсовых плетей к мостам (а) и при перекрытии мостов
рельсовыми плетями (б)
При укладке стрелочных переводов
железобетонными брусьями на подходах укладываются железобетонные шпалы.
Взаимное расположение
железобетонных шпал на подходах к мосту и деревянных шпал или брусьев,
уложенных на мосту, должно соответствовать схемам, приведенным на рис.
При укладке бесстыкового пути на
мостах с железобетонными плитами БМП в соответствии с Инструкцией по применению
и проектированию безбалластного мостового полотна на железобетонных плитах на
металлических пролетных строениях железнодорожных мостов, эти конструкции
стыкуются непосредственно с подрельсовым основанием из железобетонных шпал.
Специальные железобетонные шпалы для мостов изготавливаются и укладываются
согласно Указаниям по конструкции и устройству охранных приспособлений на
мостах с ездой на балласте с устройством пути на железобетонных шпалах.
РЕЛЬСОВЫЕ ПЛЕТИ
Рельсовые
плети для бесстыкового пути внеклассных линий и линий 1-го и 2-го классов
должны свариваться электроконтактным способом из новых термоупрочненных рельсов
типа Р65 1-й группы 1-го класса длиной 25 м без болтовых отверстий. Сварка
плетей из новых рельсов длиной менее 25 м допускается по разрешению ЦП МПС.
Для наружных рельсовых нитей
кривых радиусом менее 500 м, где наблюдается интенсивный боковой износ головки
рельса, должны применяться плети, сваренные преимущественно из рельсов
повышенной износостойкости Р65К (заэвтектоидных). При принятии мер по снижению
интенсивности бокового износа головки рельса, разрешается применять плети,
сваренные из термоупрочненных рельсов с характеристиками, указанными в первом
абзаце данного пункта.
Для линий 3-го
класса плети могут быть сварены из старогодных рельсов Р65, прошедших
комплексный ремонт в стационарных рельсосварочных предприятиях или
отремонтированных в пути с профильной обработкой головки рельсошлифовальными
поездами и отвечающих Техническим условиям на рельсы железнодорожные
старогодные отремонтированные сварные, для линий 4-го и 5-го классов — из
старогодных, в том числе перекладываемых без ремонта.
На мостах длиной более 25 м и в
тоннелях применение старогодных рельсов в бесстыковом пути не допускается.
Новые рельсы,
свариваемые в условиях рельсосварочных предприятий (РСП) в одну плеть, должны
быть одного типа, одного сорта, одинакового термического упрочнения, одного
производителя (металлургического комбината), одной марки стали и соответствовать
требованиям Технических условий на рельсы железнодорожные новые сварные. В виде
исключения разрешается сварка коротких плетей из рельсов различных
металлургических комбинатов.
Болтовые отверстия на концах рельсовых плетей и рельсов уравнительных пролетов
по размерам и расположению должны соответствовать требованиям ГОСТ 8161-75
«Конструкция и размеры рельсов». Отверстий должно быть три на каждом
конце плети или уравнительного рельса.
На торцах этих рельсов по нижней
и верхней кромке головки делается фаска размером 2 мм под углом 45°.
Рельсы в плети длиной до 800 м свариваются в РСП. Сваривание этих плетей между
собой для создания плетей длиной, установленной проектом, осуществляется в пути
путевой рельсосварочной машиной (ПРСМ). Стыки, свариваемые ПРСМ из рельсов с повышенным содержанием
хрома (более 0,4 %), должны после сварки пройти термическую обработку
специальной передвижной установкой. По мере оснащения дорог такими установками
термообработке следует подвергать, и стыки, сваренные ПРСМ из рельсов с
традиционным химическим составом стали.
Длина вновь
укладываемых сварных плетей в пути устанавливается проектом в зависимости от
местных условий (от расположения стрелочных переводов, мостов, тоннелей, кривых
радиусом менее 350 м и т. ) и должна быть, как правило, равной длине
блок-участка, но не менее 400 м. На участках с тональными рельсовыми цепями, не
требующими изолирующих стыков, или без тональных рельсовых цепей при сваривании
рельсовых вставок с высокопрочными изолирующими стыками с сопротивлением
разрыву не менее 2,5 МН ( рис. 3) допускается укладка плетей длиной до
перегона.
На участках c S-образными и
одиночными кривыми радиусами менее 500 м,
где наблюдается интенсивный боковой износ головки рельсов, с разрешения
начальника службы пути могут укладываться короткие плети длиной не менее 350 м.
Более короткие плети, но не
менее 100 м могут укладываться на станциях между стрелочными переводами. При
этом концы их должны быть отделены от стрелочных переводов двумя парами
уравнительных рельсов длиной по 12,5 м, а концы плетей и уравнительных рельсов
стянуты высокопрочными стыковыми болтами в соответствии с п. При
отсутствии высокопрочных стыковых болтов длины плетей должны быть не менее 150
м.
Плети, укладываемые в кривых,
должны иметь разную длину по наружной и внутренней нитям с тем, чтобы их концы
размещались по наугольнику. Не допускается забег концов плетей в стыках более 8
см.
В проекте укладки
бесстыкового пути каждой паре плетей присваивают порядковый номер, под которым
она должна значиться в сварочной ведомости, Журнале учета службы и
температурного режима рельсовых плетей или Паспорте-карте бесстыкового пути с
длинными плетями и журнале учета их
службы и других учетных документах дистанции пути. Правую и левую плети по
счету километров отмечают буквами П и Л.
В начале и конце каждой плети,
выпускаемой РСП, белой масляной краской на внутренней стороне шейки рельса (со
стороны оси пути) указывается номер РСП, номер плети по проекту, номер плети по
сварочной ведомости, правая или левая плеть, длина плети в метрах с точностью до
второго знака после запятой. Длина плети определяется и указывается при
температуре рельса +20 °С. Если длину плети измеряют неметаллической лентой или
по специально разбитым поперечным створам при большей или меньшей температуре
рельса, то следует вводить поправку D l, м, используя следующую формулу:
где L — измеренная при
данной температуре длина плети, м; t — температура рельса в
момент измерения длины плети, °С.
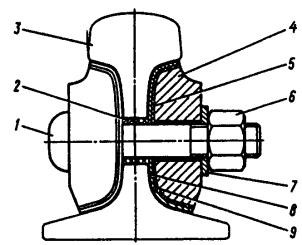
Рис. Высокопрочный изолирующий стык АпАТэк-Р65М-К:
1 — болт; 2 — изоляционная втулка; 3 —
рельс; 4 — металлическая
накладка; 5 — изоляционная прокладка; 6 — гайка; 7 — шайба; 8 — клеящая
паста; 9 — металлическая обечайка.
Для плети длиной 1000 м в табл. 1
даны значения поправок, вычисленные по приведенной выше формуле.
При определении значения
поправки для другой (фактически измеренной) длины плети поправку, взятую из табл. 1,
следует умножить на отношение измеренной длины плети, м, к 1000 м. При других
значениях температур поправку определяют интерполяцией.
Стыки, сваренные в РСП,
отмечаются двумя вертикальными полосами, которые наносят на шейку рельса внутри
колеи симметрично оси стыков на расстоянии 10 см от них. На каждой плети в РСП
отмечают ее середину вертикальной полосой на шейке рельса.
После укладки плети в путь
дополнительно к ранее нанесенной маркировке наносят номер плети по проекту с
указанием сторонности, дату укладки и температуру плети при закреплении ее на
подкладках. В результате маркировка на рельсах принимает вид:
44 — 361 — 799,45 — 16 л — 06. 99 + 29°,
где 44 — номер РСП; 361 — номер
плети по сварочной ведомости; 799,45 — длина плети, м; 16л — номер плети по
проекту и ее сторонность; 06. 99 + 29° — дата укладки и температура
закрепления.
Длины плетей более 800 м
записываются после приведенной маркировки в начале и конце плети.
Таблица 2. Поправки, вводимые при измерении 1000-метровой плети при различной
температуре.
Температура
рельса, °С
Поправка для приведения к длине 1000 м при
температуре 20 °С, м
Температура рельса, °С
Поправка для приведения к длине 1000 м при
температуре 20 °С, м
Температура рельса, °С
Поправка для приведения к длине 1000 м при
температуре 20 °С, м
Температура рельса, °С
Поправка для приведения к длине 1000 м при
температуре 20 °С, м
-15
+0,41
+5
+0,18
+25
-0,06
+40
-0,24
-10
+0,35
+10
+0,12
+30
-0,12
+45
-0,30
-5
+0,30
+15
+0,06
+35
-0,18
+50
-0,35
0
+0,24
+20
0
—
—
—
—
ПОГРУЗКА. ПЕРЕВОЗКА. ВЫГРУЗКА ПЛЕТЕЙ
Перевозка плетей бесстыкового пути длиной до 800 м, изготовленных в стационарных
РСП, осуществляется на специальном составе в соответствии с Инструкцией по
эксплуатации состава рельсовозного для перевозки 800-метровых плетей.
Погрузка плетей с
продольной надвижкой на ролики спецсостава выполняется или непосредственно с
поточной линии РСП или со склада готовой продукции на подъездном пути,
являющемся продолжением поточной линии. При погрузке сваренных плетей на состав
следует оберегать их от изгиба,
скручивания и ударов.
Для закрепления на спецсоставе и
стаскивания с него плетей по обоим их концам должны быть просверлены отверстия
диаметром 30 мм на расстоянии 100 мм
от торца плети или типовые отверстия под стыковые болты.
Закрепление всех
плетей на составе после погрузки делается в голове последнего, чтобы удерживать
плети от продольных перемещений при торможениях состава, при маневрах на
станциях, изменениях температуры. Для предохранения плетей, свободно лежащих на
рольгангах, от возможных поднятий из ручьев роликов на каждом вагоне поверх
плетей укладывается по одной поперечной ограничительной планке.
Концы выгружаемых плетей следует размещать точно в створе по отношению к концам
ранее уложенных плетей или уравнительных рельсов во избежание излишней
продольной передвижки, а при сварке с изгибом плеть должна выгружаться с
забегом.
Для предупреждения
значительного искривления или выброса выгруженных плетей, в тех случаях когда
до укладки в путь ожидается повышение их температуры на 15 °С и более, плети
необходимо закреплять на деревянных шпалах или полушпалах, временно
укладываемых в шпальные ящики, двумя костылями через каждые 15 м в кривых
радиусами 800 м и менее и через 25 м в остальных случаях, причем костыли не
должны зажимать подошву рельса.
Концы выгруженных
плетей следует защищать башмаками от возможного зацепления за них свисающих с
подвижного состава частей; башмаки не должны препятствовать температурному
перемещению рельсовых плетей.
ЖУРНАЛ
УЧЕТА СЛУЖБЫ И ТЕМПЕРАТУРНОГО РЕЖИМА РЕЛЬСОВЫХ ПЛЕТЕЙ (ОБРАЗЕЦ ЗАПОЛНЕНИЯ)
________________ ж. , ______________ дистанция пути,
___________ околоток
11 путь. Минимальный
радиус в пределах плети 600 м
Номер плети по укладочному плану (по проекту) 15Л
Начало плети: 158 км, 4-й пикет, плюс 43,6 м
Конец плети: 159 км, 2-й пикет, плюс 43,0 м
Длина плети 799,45 м
Рельсы: тип Р65. новые, старогодные (подчеркнуть). Способ
термообработки: объемнозакаленные. Завод-изготовитель НТМК. Дата выпуска
рельсов X I. 1987 г. Тоннаж, пропущенный до
сварки рельсов в плети (для старогодных рельсов) или повторной укладки плетей
— ____ млн. т брутто. Место сварки плети — РСП-48. Дата сварки 15. 1988 г. Номер плети по ведомости РСП-361. Наличие в плети стыков, сваренных в пути,
ПК8 + 43,6 м.
Оптимальный интервал температур закрепления плети: от +25 до +35
°С, расчетный интервал
температур закрепления — от +5 до +41 °С.
Тип подвижного состава, скорости движения.
Указания к ведению
журнала
Журнал заполняют и хранят
технические отделы дистанций пути. Выписки из журнала с планом раскладки плетей
и температурой закрепления каждой плети заносятся в книгу проверок пути по
форме ПУ-28 бригадиром пути, дорожным мастером, старшим мастером и начальником
участка.
Все листы журнала должны быть
пронумерованы, а в конце журнала должна быть запись об общем числе листов.
Записи ведут чернилами.
Записи начального режима и
последующих его изменений для каждой плети (отдельно для левой и правой плетей)
выполняют на отдельном листе.
Номера плетей записывают в
соответствии с номерами, указанными в проекте (в укладочном плане), с отметкой
Л или П (левая по счету километров или правая).
В журнал заносят работы,
которые влияют на температурный режим плети и на ее напряженное состояние:
разрядка температурных напряжений с указанием способа (нагрев, растяжение,
применение роликов или прокладок), восстановление целостности рельсовых плетей
(с указанием зазора и температуры при их разрыве), смена уравнительных рельсов
с указанием длин и температуры рельсов, ликвидация угона, все работы с
применением путевых машин с указанием температуры рельсов в начале и конце работы,
а также длин участков раскрепления в соответствии с п.
Температурой закрепления
рельсов и температурой при проведении работ и перезакреплении считается средняя
между измеренными в начале и конце закрепления сей плети.
В дистанциях пути составляют
ведомости сварных плетей с указанием номера, места расположения, длины и
температуры закрепления.
Журнал учета службы и
температурного режима рельсовых плетей проверяется старшим дорожным мастером и
руководством дистанции пути при очередных проверках ведения технической
документации на околотке.
Дата
Температура рельсов, ° С
Наименование работ
Длина участка ослабления плети, м
Длина уравнительных или временных рельсов, м
Зазор в стыках уравнительных или временных рельсов, мм
Должность и подпись руководителя работ
Примечание
перед началом плети
за концом плети
вначале
в конце
27. 1994 г. -4
Укладка
плетей
Вся плеть
12,50
12,50
20
20
ПДС Иванов
Специальная
удлиненная рубка
12,62
12,62
20
20
12,50
12,50
20
20
20
20
6. 1994 r. +26
Разрядка
напряжений с постановкой плети на ролики и закрепление ее на постоянный режим
эксплуатации
То же
12,50
12,50
10
10
ПДС Иванов
Плеть
удлинилась на 276 мм. Расчетное удлинение 284 мм
12,50
12,50
8
8
12,50
12,50
8
8
10
10
25. 1998 г. -27
Временное
восстановление после излома
—
9,0
—
10
8
ПД Петров
—
27. 1998 г. +2
Окончательное
восстановление плети сваркой машиной ПРСМ
Последние 147 м
12,50
12,50
12
14
ПД Петров
Освобожденный
участок укоротился на 48 мм. Расчетное укорочение 50 мм
12,50
12,54
9
14
12,50
12,50
10
12
16
12
6. 1998 г. +25
Разрядка
напряжений после восстановления с постановкой на ролики
Конец плети длиной 200 м
12,50
12,50
10
10
ПД Петров
Конец
плети удлинился на 50 мм. Расчетное удлинение 54 мм
12,50
12,50
8
10
12,50
12,50
8
10
13
10
20. 1998 г. +10
Разрядка
напряжений перед очисткой щебня машиной ЩОМ-Д
То же
12,50
12,50
14
14
ПД Петров
Плеть
укоротилась на 136 мм. Расчетное укорочение 142 мм
12,50
12,38
12
12
12,50
12,50
12
12
15
14
25. 1998 г. +26
Введение
плети в оптимальный температурный интервал после очистки щебня с
использованием растягивающего прибора
«
12,50
12,50
8
8
ПД Петров
Плеть
укоротилась на 148 мм. Расчетное укорочение 151 мм
12,50
12,50
8
10
12,50
12,50
12
10
9
8
ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящие Технические условия
распространяются на рельсы железнодорожные новые сварные, закаленные по всей
длине и термически не упрочненные, мартеновского и кислородно-конверторного
производства, непрерывнолитых заготовок вакуумированной стали, выплавленной в
электропечах, низкотемпературной надежности и повышенной чистоты из
углеродистой стали, а также легированной хромом (до 0,70 %) и кремнием (до 1,00
%), в том числе импортного производства, изготовленные в соответствии с
российскими техническими условиями, предназначенные для укладки в
железнодорожные пути широкой колеи общего пользования.
Рельсы железнодорожные новые сварные
предназначены для эксплуатации во всех климатических районах на суше
(общеклиматическое исполнение) — «О», категории 1 и по группе условий хранения
Ж2 ( ГОСТ
15150-69 * 1).
Пример записи обозначения
изделия при заказе: «Рельсы железнодорожные новые сварные. ТУ
0921-057-01124328-98».
1 Звездочкой здесь и
далее в тексте отмечены обозначения стандартов и технических условий, к которым
приняты изменения.
ПЛАН И ПРОФИЛЬ
Бесстыковой путь
на щебеночном и асбестовом балласте должен укладываться в прямых участках и в
кривых радиусом не менее 350 м. На станционных путях при использовании гравийного
или песчано-гравийного балласта разрешается укладка бесстыкового пути в кривых
радиусом не менее 600 м.
При наличии
технико-экономического обоснования, утвержденного начальником службы пути,
допускается укладка бесстыкового пути в кривых радиусами 300-350 м с учетом
интенсивности бокового износа и увеличения ширины колеи.
Крутизна уклонов
на участках бесстыкового пути, как правило, не ограничивается.
Сопряжение
элементов плана и профиля должно удовлетворять нормам и техническим условиям
для звеньевого пути.
ПРАВИЛА ПРИЕМКИ
Проверка соответствия изготовления сварных рельсов требованиям настоящих
Технических условий должна включать в себя определение прочности и пластичности
стыков рельсов при испытании контрольных натурных образцов на статический поперечный
изгиб, измерение твердости металла в зоне сварных стыков, ультразвуковое
дефектоскопирование всех сварных стыков, контроль состояния поверхности и
прямолинейности рельсов в местах сварки, правильного расположения болтовых
отверстий и наличия фасок и маркировки, измерение длины всех выпускаемых
рельсов.
Партия
сварных рельсов должна быть принята контрольным мастером или главным инженером
рельсосварочного предприятия.
Результаты контроля каждого сварного стыка рельсов должны
заноситься в специальный прошнурованный журнал дефектоскопии.
При обнаружении в
процессе контроля дефекта стык должен быть вырезан и испытан на статический
изгиб согласно п. 3 настоящих
Технических условий. При наличии в стыке дефектов или недостаточных показателей
прочности и пластичности к данной партии рельсов, сваренных в смене,
предъявляются требования в соответствии с пп. 4 и 6. 6 настоящих Технических
условий.
ЗЕМЛЯНОЕ ПОЛОТНО
Земляное полотно должно быть прочным и устойчивым и иметь достаточные размеры
для размещения балластной призмы согласно п. 3
ТУ-2000. Для этого на стадии проектирования бесстыкового пути оно должно быть
обследовано в соответствии с Инструкцией по содержанию земляного полотна
железнодорожного пути. Не допускаются пучины высотой более 10 мм, просадки пути, сплывы и оползания
откосов насыпей и другие деформации земляного полотна. Они должны быть
устранены в соответствии с Техническими условиями на работы по ремонту и
планово-предупредительной выправке пути до укладки бесстыкового пути.
Минимальная ширина
обочины земляного полотна для внеклассных линий и линий 1-го и 2-го классов —
50 см, 3-го класса — 45 см, 4-го и 5-го классов — 40 см.
Режим сварки непрерывным
оплавлением рельсов типа Р65 на контактной машине К-1000
Параметры режима
Значения параметров
Давление
в гидравлической системе, МПа
15
Давление
осадки, МПа
10,5-12
Давление
зарядки аккумулятора, МПа
10
Скорость
осадки при холостом ходе минимальная, мм/с
30
Величина
осадки, мм
13-15
Напряжение
первичной обмотки сварочных трансформаторов, В:
первый
период
390-410
второй
период
290-310
третий
период
390-410
Скорость
подачи, мм/с
первый
период
0,17-0,19
второй
период
0,17-0,19
третий
период (форсировка)
начальная
0,17-0,19
конечная
0,9-1,2
В
третьем периоде нарастание скорости от начальной до конечной должно
осуществляться в течение, с
6-8
Перемещение
(путь)*, мм
первый
период
5-8*
второй
период
24-27*
Время
форсировки, с
6-8
Время
осадки под током, с
1,5
Время
сварки (фактическое)*, с
220-270**
*Перемещение (путь) первого и второго периодов в сумме не
должно превышать 32 мм.
**Время сварки является производной от регламентированных
установленных параметров.
Режимы сварки рельсов
типов Р75, Р65 и Р50 мартенового и кислородно-конверторного производства
непрерывным оплавлением на контактных стыковых машинах типов К-190 и К-355
Параметры режимов
Значения параметров для
контактных машин типа
К-190
К-355
Рельсы
Р75
Р65
Р50
Р75
Р65
Р50
Время
сварки:
установленное
по КЭП, с
210
185
160
210
185
160
фактическое
(до), с
250
220
190
250
220
190
Давление
осадки, МПа
7-8,5*
6-8,5*
5-8,5*
10+1,0
10+1,0
8+1,0
Первый
период оплавления
Напряжение
первичной обмотки сварочного трансформатора, В
380-400
380-420
Время
по КЭП, с
70+1
60±1
50±1
70±1
60+1
50+1
Скорость
подачи, мм/с
0,2±0,01
Второй
период оплавления
Напряжение
первичной обмотки сварочного трансформатора, В
270-290
310-340
Время
по КЭП, с
130±2
115±2
100±2
130±2
115±2
100±2
Скорость
подачи, мм/с
0,2±0,01
Третий
период оплавления
Напряжение
первичной обмотки сварочного трансформатора, В
380-400
380-420
Время
по КЭП, с
10±1
Скорость
подачи, мм/с
0,2-0,1
Скорость
форсировки конечная, мм/с, не менее
1,0
Время
осадки под током, с
1-2
Величина
осадки, мм
14-18
12-14
10-12
14-18
12-14
10-12
*Наибольшее давление
осадки определяется условиями срезки грата.
Режимы термической
обработки сварных стыков рельсов типа Р65 на установке ИТТ5-250/2,4П в полевых
условиях
Параметр
Значение параметров
без удаления балласта и
перемещения шпал
с удалением балласта и
перемещением шпал
Нагрев
Мощность
преобразователя частоты входная в начале нагрева, кВт
Не менее 120
Зазор
между индуктором и рельсов, мм
10-15
Температура
нагрева, °С
850±25
850-875
Частота
тока, кГц
Не более 2,4
Время
нагрева, с
До 500*
До 300*
Пауза
после нагрева, с
5-8
Охлаждение** (закалка головки)
Время
охлаждения, с, воздушно-водяной смесью (первый период):
рельсы
закаленные из углеродистой стали
30-40
40-50
легированные
хромом и кремнием ***
25-35
35-45
Время
охлаждения, с, воздухом (второй период):
рельсы
из сталей всех марок
80-90
Время
охлаждения, с, воздушно-водяной смесью (подстукивание головки):
рельсы
термически не упрочненные из сталей всех марок
10-15
*Управление процессом осуществляется по температуре нагрева
сварных стыков рельсов.
Время нагрева является производной от регламентированных
установленных параметров мощности и температуры нагрева металла.
**Расход воды при охлаждении воздушно-водяной смесью 1,5-2
л/мин.
Давление воздуха в пневмогидравлическом баке 0,2-0,25 МПа.
Давление воздуха в магистрали форсунок 0,5-0,6 МПа.
***Рельсы отечественного производства и импортных поставок
(Япония, Канада, Франция).
БАЛЛАСТНЫЙ СЛОЙ
На участках бесстыкового пути внеклассных и 1-4-го классов балласт должен быть
щебеночный (новый или очищенный — основной вариант). На путях 3-5-го классов
допускается асбестовый балласт. Щебень должен быть фракций 25-60 мм, только
твердых пород с прочностью И20 и У75 по ГОСТ
7392-85 «Щебень из природного камня для балластного слоя железнодорожного
пути». Асбестовый балласт должен соответствовать Техническим условиям «Смесь
песчано-щебеночная из отсевов дробления серпентинитов для балластного слоя
железнодорожного пути». На путях 4-5-го классов может применяться щебень прочностью
И40 и У50, гравийный или гравийно-песчаный балласт, на путях 5-го класса —
балласт всех видов, применяемых на железнодорожных путях. Применение
асбестового балласта на участках скоростного движения пассажирских поездов не
допускается.
Ширина плеча балластной призмы на участках бесстыкового пути должна быть: на
путях внеклассных, 1-го и 2-го классов — 45 см, 3-5-го классов — 40 см;
крутизна откосов балластной призмы при всех видах балласта должна быть 1:1,5.
На путях 1-3-го классов должен
применяться щебеночный балласт с толщиной слоя под железобетонными шпалами 40
см, под деревянными — 35 см; на путях 4-го класса — щебеночный балласт с
толщиной слоя под железобетонными шпалами 30 см, под деревянными — 25 см; на
путях 5-го класса — балласт всех видов с толщиной слоя под шпалой не менее 20
см.
Поверхность балластной призмы должна быть в одном уровне с поверхностью средней
части железобетонных шпал.
ВОССТАНОВЛЕНИЕ ЦЕЛОСТНОСТИ РЕЛЬСОВОЙ ПЛЕТИ И ЕЕ ТЕМПЕРАТУРНОГО РЕЖИМА РАБОТЫ
При обнаружении в
рельсовой плети опасного дефекта должны быть приняты меры по его устранению и
восстановлению рельсовой плети для безопасного пропуска поездов.
Восстановление плетей
производится в два или три этапа: краткосрочное, временное и окончательное.
При внутренней
поперечной трещине (дефекты 21. 2 и 69 по существующей классификации дефектов
рельсов), если ее границы выходят за середину головки рельса (за вертикальную
ось симметрии рельса — определяется согласно приложению 4) или, если она
вышла на поверхность рельса, а также при сквозном поперечном изломе и
образовавшемся зазоре менее 40 мм (при подладочном типе скреплений), проводится
краткосрочное восстановление плети для пропуска нескольких поездов. Для этого в
месте повреждения устанавливают шестидырные накладки, сжатые струбцинами
утвержденной МПС конструкции по схеме, показанной на рис. Поезда в течение не
более 3 ч пропускаются по этому месту со скоростью до 25 км/ч. При этом стык
должен находиться под непрерывным наблюдением специально выделенного работника. В течение указанного времени должно быть организовано временное или
окончательное восстановление рельсовой плети.
Если трещина или излом произошли
по дефектам 24, 25, 26. 3, 30В. 2, 30Г. 2, 50. 2, 52. 2, 55, 56. 3, 60. 2, или были
обнаружены два и более дефекта 21. 2 между двумя сварными стыками, т. на одном
рельсе, или при сквозном изломе образовался зазор более 40 мм, ставить на
дефектное место накладки, сжатые струбцинами, запрещается. В этих случаях
должно сразу же производиться временное или окончательное восстановление
рельсовой плети.
Рис. Струбцина для стягивания накладок при изломе
плети (а) и схемы расположения струбцин при изломе рельса между шпалами
(б) и на шпале (в):
1 — скоба; 2
— гайка М27; 3 — болт М27
Если внутренняя
трещина (дефект 21. 2) не выходит на поверхность, а границы ее — за середину
головки, допускается установка на поврежденное место шестидырных накладок с
четырьмя болтами так, чтобы середина накладки совмещалась с дефектом. При этом
отверстия для двух средних болтов не сверлятся во избежание развития дефекта в
их сторону. После постановки накладок поезда пропускаются с установленной
скоростью. Чтобы повысить усилие затяжки стыковых болтов и обеспечить
стабильность стыка, рекомендуется использовать высокопрочные болты.
Для предотвращения растяжения
зазора и среза болтов в случае сквозного излома рельса под накладками
повышенное внимание должно быть уделено закреплению клеммных и закладных болтов
на протяжении 50 м в каждую сторону от дефектного места. Место с дефектом,
взятым в накладки, необходимо осматривать при всех проверках пути, стыковые,
клеммные и закладные болты при этом следует простукивать молоточком, а рельсы
тщательно проверять дефектоскопными средствами.
При выходе трещины, обнаруженной
визуальным осмотром, на поверхность рельса или распространении трещины,
выявленной дефектоскопированием, за середину головки рельсовая плеть должна
быть временно или окончательно восстановлена.
При временном
восстановлении из рельсовой плети должна быть вырезана часть рельса с дефектом
и вместо нее уложен рельс длиной 8-11 м. Наименьшее расстояние от края дефекта
или от конца трещины до ближайшего пропила и до ближайшего сварного стыка
должно быть не менее 3 м. Концы вставляемого рельса соединяют с образовавшимися
концами рельсовой плети шестидырными накладками. Сведения о местах временного
восстановления заносятся в Журнал или Паспорт-карту и хранятся до
окончательного восстановления.
Окончательное
восстановление заключается в вваривании в рельсовую плеть заранее
подготовленного рельса без болтовых отверстий взамен временного. Вваривают
рельс электроконтактным способом при помощи машины ПРСМ. Сварка первого стыка
осуществляется способом подтягивания, второго — способом предварительного
изгиба ( приложение
4).
Восстановление плетей сваркой
необходимо производить при температуре закрепления плети ±5 °С.
Если восстановление целостности
рельсовой плети сваркой выполняется ниже температуры закрепления более чем на 5
°С, то необходимо после сварки привести плети к температуре закрепления в
соответствии с п. 5 приложения 4.
Постановка
накладок на дефектное место и временное восстановление плети должны выполняться
под руководством дорожного мастера, а окончательное восстановление сваркой —
под руководством старшего дорожного мастера при работе на перегоне или
дорожного мастера — при работе на станциях.
Годовые планы
работ по восстановлению рельсовых плетей сваркой с указанием мест, сроков
выполнения работ и интервалов температур, при которых должна производиться
сварка разрабатывает, утверждает и доводит до дистанций пути и рельсосварочных
предприятий служба пути дороги.
При восстановлении
пути после выброса или сдвига участки рельсовых плетей в месте наибольшего
остаточного искривления на длине 25 м должны быть вырезаны и заменены рельсами
с соответствующим износом, соединенными с плетями накладками или сваренными с ними.
- Верхнее строение (пути) / 3. Рельсы и скрепления // Техническая энциклопедия. Том. 3. М.: Советская энциклопедия. 1928 г. 487 с. Столбцы 550-564.
- А. М. Терпигорев. Терминология железнодорожной сигнализации, централизации стрелок, сигналов и блокировки, АН СССР / Комитет технической терминологии. Выпуск 10, 1952 г. М.: Издательство АН СССР. 54 с. С. 44.
ПЕРЕЧЕНЬ ССЫЛОЧНЫХ1
НОРМАТИВНЫХ ДОКУМЕНТОВ
1 После названия каждого
документа в скобках указан пункт настоящих Технических указаний, где имеется на
него ссылка.
Технические указания по
устройству, укладке и содержанию бесстыкового пути от 03. 91 ( 1.
Инструкция по текущему
содержанию железнодорожного пути. ЦП/2913 от 08. 97 ( 1.
Правила по охране труда при
содержании и ремонте железнодорожного пути и сооружений. ПОТ РО-32-ЦП-652-99 от
24. 99 ( 1.
Инструкция по обеспечению
безопасности движения поездов при производстве путевых работ. ЦП/485 от
28. 97 ( 1. 5, 4.
Технические условия на работы по
ремонту и планово-предупредительной выправке пути от 28. 97 ( 2. 1, 3. 2, 4. 7,
6. 1, 7.
Инструкция по содержанию
земляного полотна железнодорожного пути. ЦП/544 от 30.
ГОСТ 7392-95. Щебень из природного
камня для балластного слоя железнодорожного пути ( 2.
Смесь песчано-щебеночная из
отсевов, дробления серпентинитов для балластного слоя железнодорожного пути. ТУ
32-ЦП-782-92 от 15. 92 ( 2.
Рельсы железнодорожные новые
сварные. ТУ 0921-057-0112-43-28-98 от 01. 98 ( 2.
Указания по устройству и
конструкции мостового полотна на железнодорожных мостах от 28. 87 ( 2.
Указания по конструкции и
устройству охранных приспособлений на мостах с ездой на балласте с устройством
пути на железобетонных шпалах от 30. 98 ( 2. 4,
2.
Инструкция по эксплуатации
состава рельсовозного для перевозки 800-метровых плетей. ЦП/4596 от 31. 88 ( 3.
ГОСТ 8161-75. Рельсы железнодорожные типа Р65. Конструкция и размеры ( 2. 4, 6.
Инструкция по содержанию
искусственных сооружений. ЦП/628 от 28. 98 ( 2.
СНиП 2. 03-84. Мосты и трубы ( 2.
ГОСТ 9232-83. Габариты
приближения строений и подвижного состава железных дорог колеи 1520 (1524) мм ( 3.
Рельсы железнодорожные типа Р65
низкотемпературной надежности. ТУ 14-1-52-33-93 (6.
Технические указания на
переборку и применение старогодной путевой решетки на железобетонных шпалах. ЦПТ-17/5 от 29. 98 ( 7. 2, 7.
Рельсы железнодорожные
отремонтированные сварные. Технические условия ТУ 0921-077-0112-43-28-99 от
01. Приложение Л. Режимы закалки головки сварных стыков рельсов с тепла
сварки воздушно-водяной смесью ( 7. 2,
7. 1, 8.
Конструкция бесстыкового пути
План и профиль
Соединение рельсовых плетей
Промежуточные рельсовые скрепления
Бесстыковой путь на мостах
Бесстыковой путь в тоннелях
Погрузка. Перевозка. Выгрузка плетей
Закрепление плетей при укладке
Содержание и ремонт бесстыкового пути
Контроль за угоном плетей и изменениями
температурного режима их работы
Особенности производства работ по текущему
содержанию бесстыкового пути
Особенности ремонта бесстыкового пути с применением
тяжелых путевых машин
Восстановление целостности рельсовой плети и ее
температурного режима работы
Разрядка температурных напряжений в рельсовых плетях
Принудительный ввод плетей в оптимальную температуру
закрепления
Сварка плетей со стрелочными переводами
Особенности конструкции, укладки и содержания бесстыкового пути в суровых
климатических условиях Севера, Сибири и Дальнего Востока
Дополнительные требования к конструкции бесстыкового
пути
Особенности укладки и содержания бесстыкового пути
Бесстыковой путь из старогодных материалов
Требования к рельсам и рельсовым плетям
Требования к промежуточным рельсовым скреплениям,
шпалам и инвентарным рельсам
Перекладка плетей бесстыкового пути в кривых участках
Требования к перекладываемым плетям
Маркировка и учет перекладываемых плетей
Методика расчета условий укладки бесстыкового пути
Расчетные температуры рельсов для сети железных дорог
России
Технологические указания по восстановлению дефектных
рельсовых плетей
Перечень ссылочных нормативных документов
Режимы термической
обработки сварных стыков, концов и нагрева токами средней частоты рельсов для
прессования переходного профиля на установках ИТТ-100-2,4
Параметры режимов
Значения параметров для рельсов
Р75
Р65
Р50
Мощность
в начале нагрева, кВт
100-120
100-120
100-120
Время
нагрева при частичном использовании тепла сварки1, с
230-250
200-220
160-180
Время
закалки головки сварных стыков и концов рельсов2, с
80-90
70-80
55-65
Время
подстуживания головки при нормализации сварных стыков рельсов, с
20
15
10
Время нагрева сварных стыков и
рельсов, имеющих цеховую температуру, увеличивается в 1,5 раза.
Расход воды должен составлять
(25-33)·10-6 м3/с (1,5-2,0 л/мин); давление воздуха-0,5-0,6
МПа.
ТРЕБОВАНИЯ К ПРОМЕЖУТОЧНЫМ РЕЛЬСОВЫМ
СКРЕПЛЕНИЯМ, ШПАЛАМ И ИНВЕНТАРНЫМ РЕЛЬСАМ
Промежуточные рельсовые скрепления и железобетонные шпалы для повторной укладки
должны соответствовать требованиям, приведенным в Технических указаниях на
переборку и применение старогодной путевой решетки на железобетонных шпалах.
Инвентарные рельсы для укладки старогодной шпальной решетки должны
соответствовать Техническим условиям на работы по ремонту и
планово-предупредительной выправке пути.
ТЕРМИНЫ, ПРИМЕНЯЕМЫЕ В ТУ-2000
Параметры режимов
Значения параметров
Мощность
режимов, кВт
100-120
Время
нагрева при частичном использовании тепла сварки1, с
190-220
Время
закалки головки сварных стыков рельсов2
общее,
с
80
в том
числе:
воздушно-водяной смесью
50
воздухом-дополнительно
30
Время
подстуживания головки воздушно-водяной смесью при нормализации водяных стыков рельсов, с
15
Время нагрева сварных стыков и рельсов, имеющих цеховую
температуру, увеличивается в 1,5 раза.
Расход воды должен составлять (25-33)-10-6·м3/с
(1,5-2,0 л/мин); давление воздуха-0,5-0,6 МПа
ОСОБЕННОСТИ УКЛАДКИ И СОДЕРЖАНИЯ БЕССТЫКОВОГО
ПУТИ
Укладке плетей
бесстыкового пути должен предшествовать усиленный капитальный ремонт пути,
выполняемый в соответствии с требованиями Технических условий на работы по
ремонту и планово-предупредительной выправке пути.
Сварка вывезенных
на перегон коротких плетей в длинные должна производиться, как правило, в одно
«окно» с их укладкой или до укладки.
На период действия
низких температур воздуха на участках бесстыкового пути должен производиться
дополнительный дефектоскопный контроль рельсовых плетей, а также контроль
состояния рельсовых стыков в соответствии с графиком, утвержденным начальником
дистанции пути. Особое внимание при дефектоскопном контроле следует обращать на
состояние сварных стыков.
При температурах ниже -30 °С
контроль осуществляется магнитными дефектоскопами. При контроле состояния
стыков необходимо измерять стыковые зазоры. Если величины их близки к
максимальным и ожидается дальнейшее понижение температуры, необходимо заменить
уравнительные рельсы, примыкающие к концам плетей, на удлиненные и затянуть
гайки клеммных и стыковых болтов. С наступлением положительных температур
удлиненные уравнительные рельсы должны быть заменены на рельсы длиной 12,5 м.
На участках с
глубиной смятия в зоне сварного стыка от 1 до 2 мм скорость движения поездов в
зимний период должна быть ограничена: пассажирских поездов — до 100 км/ч,
грузовых — до 70 км/ч; с глубиной смятия от 2 до 3 мм — до 60 км/ч, а при
глубине смятия более 3 мм сварной стык должен быть вырезан, а вместо него
вварен новый рельс. До вырезки сварного стыка скорость движения поездов должна
быть ограничена до 40 км/ч.
Режимы сварки рельсов
прерывистым подогревом на контактных стыковых машинах МСГР-500
Параметр режимов
Значения параметров для рельсов
Р75
Р65
Р50
Время
сварки, с
300-360
260-300
210-250
Усилие
осадки, кН
350
330
250
Усилие
зажатия не менее, кН
530
500
380
Усилие
контактное, кН
70-80
60-65
45-50
Начальное
расстояние между электродами (губками) машины, мм
140-165
130-140
120-130
Линейная
величина оплавления, мм
25
24
22





