

Резьбовые элементы используются при создании разъемных соединений, регулировочных узлов и подъемных механизмов. Они обеспечивают надежную фиксацию деталей, калибровку оборудования и передачу крутящего момента.
Выделяют три основных вида резьбы по металлу: питчевая, метрическая и дюймовая. Каждый тип резьбы имеет собственное назначение, заслуживает отдельного рассмотрения.
- Питчевая резьба
- Дюймовая резьба
- Метрическая резьба
- Прочие виды резьбы
Круглая резьбаТрапецеидальная резьбаУпорная резьба - Круглая резьба
- Трапецеидальная резьба
- Упорная резьба
- Инструмент для нарезания резьбы
- Обозначение резьбы
- Характеристики видов резьб
- Как определить тип резьбы?
- Сферы применения резьбовых соединений
- Преимущества и недостатки соединений резьбового типа
Дюймовая резьба — вид резьбы, основные параметры которой выражены в дюймах. Резьбу этого типа чаще всего используют при производстве соединений труб.
- Параметры дюймовой резьбы
- Отличия дюймовой резьбы от метрической
- Таблица размеров дюймовых и метрических резьб
- Разновидности дюймовой резьбы
- Технология нарезания дюймовой резьбы
- Классы точности и правила маркировки дюймовой резьбы
- Где купить инструмент для нарезания дюймовой резьбы?
Дюймовая резьба — вид резьбы, основные параметры которой выражены в дюймах. Резьбу этого типа чаще всего используют при производстве соединений труб. Ее наносят на сами трубы, а также на металлические и пластиковые фитинги, которые требуются для монтажа магистралей различного назначения. Основные характеристики дюймовой резьбы прописаны в ГОСТах.

Сантехнические изделия с нанесенной на них трубной дюймовой резьбой
- Основные и геометрические параметры
- Общие технические параметры резьбы
- Упорные резьбы S, S45o
- Мировая история изобретения и развития резьбовых соединений
- Трубные резьбы G, R
- Резьбы нефтяного сортамента
- Преимущества и недостатки соединений резьбового типа
- Вопросы и задания повышенной сложности
- Метрическая резьба и ее обозначение
- Разновидности дюймовой резьбы
- Виды метрических резьб
- Отличия метрических и дюймовых резьб
- Инструмент для нарезания резьбы
- Профиль метрической резьбы
- Дюймовая резьба
- Питчевая резьба
- Технология нарезания дюймовой резьбы
- Виды оборудования для выполнения резьбы
- Природный аналог резьбы
- Классификационные характеристики резьб
- Где купить инструмент для нарезания дюймовой резьбы?
- Поставка резьбонарезного оборудования
- Характеристики видов резьб
- Трапецеидальные резьбы Tr
- Сферы применения резьбовых соединений
- Метрические резьбы M, MK, MJ, EG-M
- Классы точности и правила маркировки дюймовой резьбы
- Как определить тип резьбы?
- Оглавление
- Рабочий чертеж
- Внедрение системы стандартов в России
- Отличия дюймовой резьбы от метрической
- Современные технологии нанесения резьбы
- Дюймовые резьбы UTS, BSW, BSF, NPT
- Таблица размеров дюймовых и метрических резьб
- Проверим знания
- Как обозначается резьба на чертеже
- Обозначение резьбы
- Маркировка метрических резьб
- Обозначение резьбы на чертеже
- Круглые резьбы Кр
- Параметры дюймовой резьбы
- Обозначение резьбы на чертеже ГОСТ
- Параметры и части метрической резьбы
- Поля допусков для метрических резьб
- Лучшие инструменты для нарезания метрических резьб
- Практическая работа № 15. Резьбовое соединение
- Прочие виды резьбы
- Круглая резьба
- Трапецеидальная резьба
- Упорная резьба
- Свойства распространенных видов резьб
- Действующие ГОСТы на метрические резьбы
Основные и геометрические параметры
Существуют базовые параметры, по которым определяются различные виды метрических резьб:
- диаметр и шаг резьбы;
- направление подъема витков (правая и левая резьба);
- расположение на изделии (наружная и внутренняя резьба).
К геометрическим параметрам относятся:
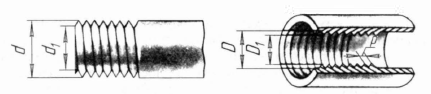
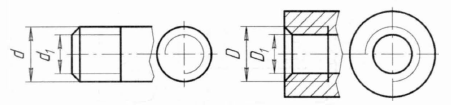
- номинальный диаметр наружной (D) и аналогичной внутренней резьбы (d);
- средний диаметр наружной и внутренней резьбы (D2 и d2);
- внутренний диаметр наружной и внутренней резьбы (D1 и d1);
- внутренний диаметр болта (используется в расчете напряжения, которое создается в крепеже);
- шаг резьбы (расстояние между соседними выемками или вершинами резьбы). Существует основной шаг для резьбовой детали одного диаметра, а также шаг с уменьшенными геометрическими параметрами (P).
- ход резьбы. Если резьба создана одной винтовой поверхностью, ее ход равен шагу;
- высота треугольника (H).
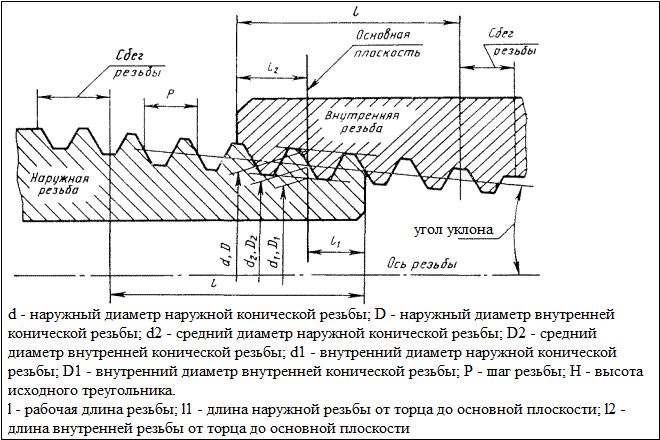
Характеристики конусной метрической резьбы
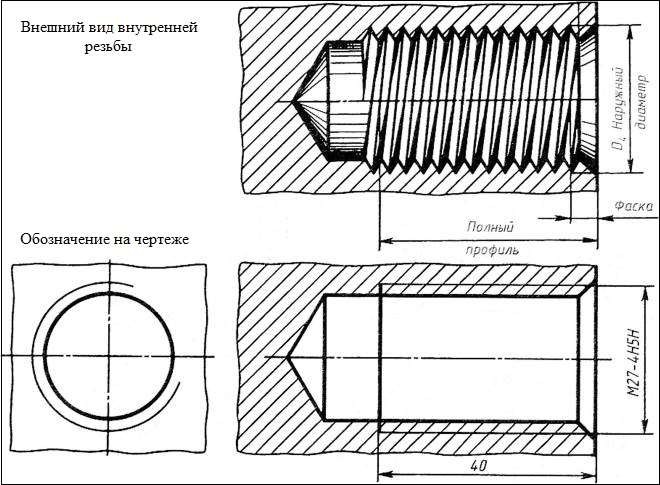
Обозначение внутренней резьбы на чертеже
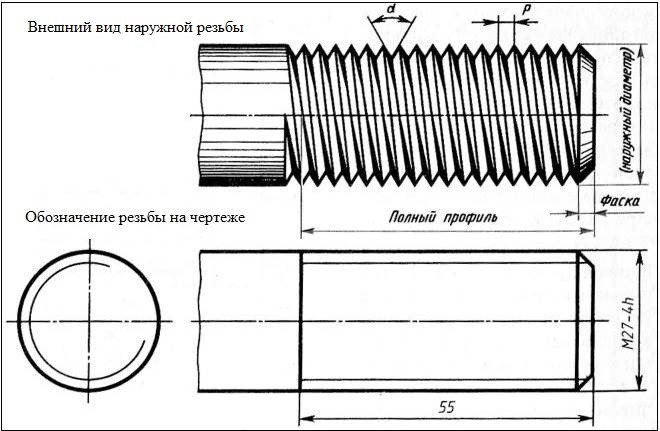
Наружная метрическая резьба
Общие технические параметры резьбы
При изготовлении по стандартам международная маркировка резьбы производится с учетом единого комплекса технических параметров. Номинальный диаметр (D) наружной резьбы измеряется по вершинам профиля, внутренний (D1) – по углублениям, а средний (D2) вычисляется на их основе. Когда речь идет об аналогичных характеристиках внутренней поверхности, параметры D и D1 определяются по противоположному принципу. Для измерения расстояния между витками используется шаг резьбы (P), который исчисляется в долях метра или дюйма.
Еще один основной показатель – ход (Ph), который приравнивается к одному обороту элемента по оси вращения. В однозаходной резьбе величина соответствует параметру P, а многозаходная требует его умножения на количество заходов (n). Важные технические характеристики – угол подъема, высота исходного треугольника и срез резьбы. Существуют и другие значимые показатели. Среди них отклонение шага, заход, длина свинчивания резьбы. При обработке конических поверхностей дополнительно учитываются угол конуса, длина соединения и контакта.
Упорные резьбы S, S45o
Стандарт S соответствует ГОСТ 10177-82. Резьба с профилем в форме неравнобокой трапеции с углами наклона 30о и 3о, исполняющей роль упора, используется в условиях односторонних усилий в направлении оси. К сферам применения относятся винтовые и гидравлические прессы, нажимные механизмы прокатных станов и другое промышленное оборудование. Многозаходная упорная резьба известна как пилообразная. Существует и усиленный тип, который обозначается S45o. Такая маркировка обусловлена углом наклона, составляющим не 30о, а 45o.
Важный момент. Рабочая сторона профиля асимметричной трапеции наклонена под незначительным углом 3°. Эта техническая особенность существенно повышает КПД упорной резьбы. Закругленные впадины наружной поверхности снижают концентрацию напряжений при усилении динамической прочности. Преимущества функциональных упорных резьб S и S45o удачно дополняются относительной простотой нарезания.
Мировая история изобретения и развития резьбовых соединений
Изобретателем винта многие считают Архимеда, однако существуют исторические свидетельства того, что универсального гения II века до нашей эры более чем на столетие опередил его соотечественник – не столь знаменитый, но обладавший не менее разносторонними талантами Архит Тарентский. Из-за сложности нанесения при отсутствии специального оборудования резьба не получила в Древней Греции широкого распространения. Но к началу нового тысячелетия римляне начали применять винтовые соединения в ювелирном деле и медицине.
Мрачная эпоха Средневековья отметилась в истории не только кострами инквизиции, но и развитием механики. Именно в это время в Европе появилась технология выполнения наружной резьбы по разметке. Поскольку метчики изобрели лишь в XV веке, изначально в крепежных соединениях вместо гаек использовались втулки. К XVI веку внутренняя резьба уже нарезалась с помощью специальных инструментов, но подгонка соединяемых деталей осуществлялась вручную. Стандарты появились лишь в XIX веке благодаря интенсивному развитию токарного дела.
Первый винторезный станок был изготовлен в 1800 году по проекту британского изобретателя Генри Модсли. Но процесс стандартизации пошел лишь 40 лет спустя. Сегодня всем специалистам известно, что такое резьба Уитворта. Основоположником производственных стандартов стал соотечественник Модсли, который в 1841 году предложил рациональную систему, сразу принятую национальными железнодорожными компаниями. Разработка Джозефа Уитворта стала основой для мировой стандартизации резьбы. С 1898 года существуют и международные нормы.
Важный момент. На сегодня в мире самой распространенной признана система метрических стандартов ISO, но национальные особенности сохраняются. Экспортная продукция обычно имеет международную маркировку, однако на внутреннем рынке разных стран нередко используется более традиционная стандартизация, включая считающуюся в современной промышленности морально устаревшей классическую резьбу Уитворта.
Трубные резьбы G, R
В основе маркировки дюймовой цилиндрической резьбы G – британская система стандартизации. Трубные изделия выпускаются в соответствии с ГОСТ 6357-81, ISO R228, DIN 259 и другими нормативными таблицами. Номинальный диаметр указывается в дюймах по размеру просвета. Стандарт R предназначен для конических резьб, которые производятся по дюймовой системе расчетов. Трубы изготавливаются по нормам ISO R7, DIN 2999 и ГОСТ 6211-81. Наружная резьба обозначается R, для внутренней применяется буквосочетание Rc. Конусность составляет 1:16.
Резьбы нефтяного сортамента
Для герметизации трубных соединений нефтяных скважин применяется специфическая резьба конической формы. Профиль бывает треугольным и неравнобоким трапецеидальным. Последний вариант с углами наклона 5° и 60° известен как резьба Батресс. Замковые резьбы, регламентированные ГОСТ 5286, тоже относятся к этой категории. Нефтяной сортамент выпускается по стандартам API, разработанным в США. С коническими резьбами такого типа производятся обсадные, насосно-компрессорные, бурильные трубы и муфты для отечественных нефтепромыслов.
Преимущества и недостатки соединений резьбового типа
Среди достоинств резьбовых соединений стоит выделить:
- возможность получения разъемного узла высокой прочности;
- унифицированное исполнение метизов и резьбонарезного инструмента;
- удобство соединения резьбовых компонентов;
- длительный срок службы создаваемых соединений;
- возможность выполнения работ при умеренной нагрузке на инструмент.
К недостаткам резьбовых соединений относится склонность к “закисанию”, а также потребность в специальном инструменте для монтажных и демонтажных операций. При работе с определенными типами соединений используются гроверы, предотвращающие произвольное раскручивание компонентов, а также крупные шайбы, распределяющие прижимные усилия.
Вопросы и задания повышенной сложности
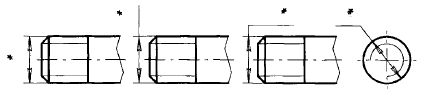
Вычертите чертеж по описанию. Цилиндрический стержень длиной 100 мм, на правом торце которого имеется фаска 2 х 45°. На конце стержня с фаской на длине 45 мм нарезана метрическая резьба М 24 с крупным шагом. На другом конце стержня изображен конструктивный элемент квадратного сечения для захвата ключом (сторона квадрата — 20 мм, длина — 25 мм). Нанесите размеры.
Метрическая резьба и ее обозначение
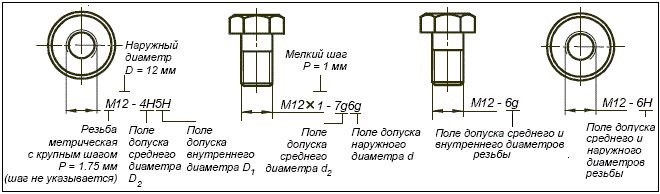
Основным типом резьбы, применяемой для крепежных целей, является метрическая резьба. Профилем метрической резьбы является равносторонний треугольник с углом 60° при вершине (рис. 89). В условное обозначение резьбы входят: буква М, наружный (номинальный) диаметр резьбы в миллиметрах (рис. 90).
Метрическую резьбу выполняют с крупным и мелким шагом. В обозначении метрической резьбы крупный шаг не указывают, например М20. Мелкий шаг указывают через знак умножения, например М 20 х 1,5 (где 1,5 — шаг резьбы).
Для каких целей применяют метрическую резьбу с мелким и крупным шагом? Приведите примеры, используя дополнительные источники информации.
Многие изделия собирают с применением резьбовых деталей — винтов, болтов, гаек, шпилек и др. Они соединяют отдельные детали в единое изделие, поэтому их называют крепежными. Для удобства использования в производстве такие детали стандартизированы и взаимозаменяемы.
Болт — цилиндрический стержень с наружной резьбой на одном конце и головкой на другом. Образует соединение при помощи гайки или резьбового отверстия в одном из соединяемых изделий. Существуют различные типы болтов, отличающиеся друг от друга по форме и размерам головки (шестигранная, полукруглая, потайная) и стержня, по шагу резьбы. Наиболее распространены болты с шестигранной головкой. Пример условного обозначения болта: Болт M 12 х 60 ГОСТ 7798-70 —с шестигранной головкой, резьбой М 12, шаг резьбы крупный, длина стержня 60 мм.
Какую длину имеет болт, обозначение которого «Болт М 20х55»?
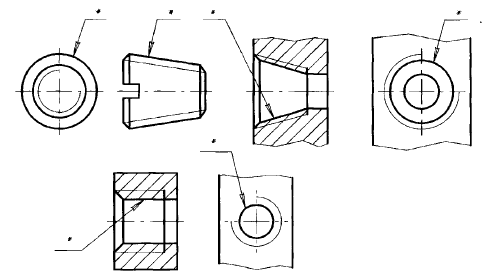
Винт — цилиндрический стержень с наружной резьбой на одном конце и конструктивным элементом для передачи крутящего момента на другом. По назначению винты разделяются на крепежные и установочные. Крепежи винтов применяются для соединения деталей путем ввертывания винта резьбовой частью в одну из соединяемых деталей. В зависимости от условий работы винты изготовляются с цилиндрической, полукруглой, полупотайной или потайной головкой со шлицем, под отвертку, а также с головкой под ключ и с рифлением. Пример условного обозначения винта: Винт М12 х 50 ГОСТ 1491-80 — с цилиндрической головкой, резьбой М12, шаг резьбы крупный, длина стержня 50 мм.
Используя дополнительные источники информации, определите в чем различия между винтом и болтом.
Шпилька — цилиндрический стержень с резьбой на обоих концах или по всей длине стержня. Служит для соединения двух или нескольких деталей. Один конец шпильки ввинчивается в резьбовое отверстие детали, а на другой конец навинчивается гайка. Конструкция и размеры шпилек определяются стандартами в зависимости от длины резьбового конца. При изображении шпильки вычерчивают только один вид на плоскости, параллельной оси шпильки, и указывают размеры резьбы, длину шпильки и ее условное обозначение. Пример условного обозначения шпильки: Шпилька М8 х 60 ГОСТ 22038-76 — с крупной метрической резьбой диаметром 8 мм, длина стержня 60 мм, предназначена для ввертывания в легкие сплавы, длина резьбового конца 16 мм.
Приведите примеры, где применяется соединение шпилькой.
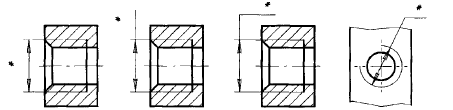
Гайка — крепежная деталь с резьбовым отверстием и конструктивным элементом для передачи крутящего момента. Применяется для навинчивания на болт или шпильку до упора в одну из соединяемых деталей. В зависимости от конструкции и условий применения гайки выполняют шестигранными, круглыми, барашковыми, фасонными и т. Наибольшее применение имеют гайки шестигранные. Пример условного обозначения гаек: Гайка Ml2 ГОСТ 5915-70 — с диаметром резьбы 12 мм, шаг резьбы крупный.
На каком чертеже изображен вид гайки сверху?
Винтовая линия (поверхность) была известна человеку с очень давних времен. Еще в Древнем Египте применялось водоотливное приспособление, представляющее собой гладкое бревно с прикрепленными на его поверхности облегающими планками, образовывающими спираль. При вращении бревна вода по этой спирали поднималась вверх. В дошедших до нашего времени описаниях имеются сведения о таком же винте, изобретение которого приписывается Архимеду. Однако современная история резьбы начинается только в XIX в. Британский изобретатель Генри Модсли считается одним из создателей токарно-винторезного станка, с помощью которого стало возможным нарезание точной резьбы. В середине XIX в. другой британский инженер-механик и изобретатель Джозеф Витворт в 1841 г. предложил профиль винтовой канавки и разработал систему стандартизации резьбы. Дату появления резьбы можно считать датой начала промышленной революции.
Разновидности дюймовой резьбы
Дюймовая резьба может быть цилиндрической или конической. При цилиндрическом соединении размеры внешнего и внутреннего диаметра сохраняются по всей длине запчасти. Резьбовой шаг имеет фиксированный размер, а количество витков взаимосвязано с шагом. Запчасти с таким соединением более прочные и надежные.
При конусном соединении резьба имеет переменный диаметр. Наибольшее применение получили резьбы с сужающимся диаметром, при котором диаметр у основания больше диаметра у хвоста запчасти. На детали с конусным соединением нередко наносят двойную маркировку, указывая не только начальный, но и конечный диаметр. Резьба коническая дюймовая прочнее и медленнее истирается, однако наносить ее сложнее, а ошибки в процедуре могут серьезно ухудшить качество соединения.
Виды метрических резьб
Метрические резьбы классифицируют по следующим параметрам.
- Место расположения витков. Внутренние метрические резьбы находятся в отверстиях деталей и изделий. Для нарезания используют метчики. Наружные метрические резьбы на стержнях получают с применением плашек.
- Направление витков. По этому признаку метрические резьбы делят на правые и левые.
- Размер шага. Наибольшее распространение получили соединения с крупным (стандартным) шагом. Увеличение количества витков приводит к повышению надежности. Однако формирование метрических резьб с мелким шагом возможно на заготовках и изделиях из высокопрочных материалов.

Изображение №5: метрическая резьба с крупным и мелким шагом
Отличия метрических и дюймовых резьб
Единая система мер привычна для российского производства, но в некоторых странах Европы и США метрические параметры не прижились. Резьбовые соединения, с глубокой древности распространенные по всему миру, самыми цивилизованными государствами классифицируются на основе безнадежно устаревших на наш взгляд измерений. И действительно, метрическую резьбу можно считать инновацией. Ведь она появилась лишь в конце позапрошлого века, когда дюймовая система вовсю эксплуатировалась европейцами и американцами в качестве основной.
На самом деле «прогрессивные» метрические стандарты отличаются от «устаревших» не только цифрами, поэтому кавычки поставлены исключительно в знак уважения к заслугам британцев – основоположников стандартизации. Однако при составлении новых нормативов учитывалось множество параметров, которым не придавалось значения при разработке дюймовой системы. Помимо привязанных к миллиметру размеров основой профиля служит равносторонний треугольник, поэтому углы стандартизированы. Повышение точности – главный плюс новинки.
При нанесении метрической резьбы проще добиться идеального соединения мелкого крепежа и функциональности винтовых механизмов. Но при изготовлении крупногабаритных деталей ювелирная точность неуместна. Именно поэтому в производстве трубного проката повсеместно используются цилиндрические и конические дюймовые резьбы, в том числе и в странах, где откровенно превалирует метрическая система. При измерении параметров в дюймах учитывается толщина стенок, что очень удобно для расчета эксплуатационных характеристик труб.
Инструмент для нарезания резьбы
Для формирования резьбы необходим резьбонарезной инструмент. Производители предлагают решения для машинной и ручной обработки заготовок.
При создании внутренней резьбы используются метчики, внешней – плашки. Зарубежный инструмент изготавливается из стали HSS, отечественный – из сплавов Р6М5, Р18, ВК8, 9ХС, Р9 и др.
Чтобы приобрести качественный инструмент для резьбы по металлу, воспользуйтесь помощью нашего магазина. Мы предлагает сертифицированную продукцию от ведущих производителей, реализуем решения для промышленного и бытового использования. Подобрать подходящие товары смогут самые требовательные мастера.
Профиль метрической резьбы
Для метрической резьбы характерен треугольный профиль. Его также называют крепежным.

Изображение №1: профиль метрической резьбы
Профиль метрической резьбы представляет собой равносторонний треугольник с углом 60°. Вершины и впадины могут быть острыми, срезанными и закругленными. Это зависит от заточки резьбонарезного инструмента и глубины обработки.
Профиль метрической резьбы имеет высоту H. Она определяется расстоянием от основания до вершины равностороннего треугольника.
Профиль метрической конической резьбы выглядит так.

Изображение №2: профиль метрической конической резьбы
Дюймовая резьба
Дюймовая резьба востребована при работе с трубами и соответствующей арматурой. Ее диаметр измеряется в дюймах, представлен целыми и дробными значениями. Минимальная размерность резьбы, используемой на производстве, составляет 3/16”.
При формировании разъемных соединений учитывается внутренний и наружный диаметр резьбы, ее шаг и высота профиля. В отличие от метрической резьбы, дюймовая обладает более острым углом наклона и удлиненными гребнями.

Дюймовая резьба имеет конический или цилиндрический профиль. Последний является оптимальным решением для формирования ответственных герметичных соединений. Компоненты с цилиндрической резьбой сохраняют размерность внутреннего и наружного диаметра по всей длине, а число витков взаимосвязано с шагом.
Диаметр конусной резьбы обозначается начальным и конечным значением. Такая резьба отличается повышенной прочностью и большей устойчивостью к истиранию, при этом она намного сложнее в подготовке.
Узнать подробнее о дюймовой резьбе поможет статья «Дюймовая резьба: основные отличия от метрической, параметры, маркировка», размещенная на нашем сайте.
Питчевая резьба
Питчевая резьба по металлу обеспечивает передачу движения. С ее помощью организуются червячные и зубчатые передачи, используемые в домкратах, прессах, экструдерах и подъемниках.
Питчевые соединения имеют 40-градусный наклон витков, что обеспечивает надежное зацепление с ответными элементами. Резьбы различаются геометрией витка, шагом, размерностью внутренней, внешней и средней окружности.
Единица измерения резьбы – питчи, каждый из которых равен 3,14 дм.
Витки резьбы выполняются в виде эвольвенты, трапеции или архимедовой спирали. Их размерность зависит от назначения соединения. Нарезка резьбы выполняется посредством резцов, модульных и пальцевых фрез. К изделиям предъявляются высокие требования к точности и качеству исполнения.
Типовое обозначение питчевой резьбы содержит сведения о ее типе, размерах, направлении и параметрах допуска. Получить более подробную информацию о соединениях данной конфигурации поможет статья «Питчевая резьба», размещенная на нашем сайте.
Технология нарезания дюймовой резьбы
Нарезание трубной дюймовой резьбы может производиться ручным и механическим способами. Опишем оба варианта.
Способ 1. Нарезание резьбы вручную
Вручную дюймовую резьбу нарезают метчиком (внутренняя резьба) или плашкой (наружная). Операции проводятся в такой последовательности.
- Трубу зажимают в тисках, а инструмент фиксируют: если это метчик, то в воротке, если плашка, то в плашкодержателе.
- Плашку надевают на конец трубы, метчик вставляют в ее просвет.
- Инструмент вворачивают в трубу или навинчивают на ее конец, вращая вороток или плашкодержатель.
- При необходимости добиться более точного результата процедуру нарезания дюймовой резьбы повторяют несколько раз.
Способ 2. Нарезание резьбы на токарном станке
Механический способ подразумевает нарезание дюймовой резьбы на токарном станке. В ходе работы нужно придерживаться такого алгоритма.
- Трубу зажимают в патроне станка, на суппорте которого установлен резьбонарезной резец.
- На конце трубы резцом снимают фаску, после чего настраивают скорость резания.
- После подведения резца к поверхности трубы на станке включают резьбовую подачу.
Нарезать дюймовую трубную резьбу на токарном станке можно только в том случае, если изделия обладают достаточным запасом жесткости и прочности. Механический способ гарантирует точный и качественный результат, но требует от мастера больших умений.
Виды оборудования для выполнения резьбы
Ассортимент станков и ручных инструментов для нанесения резьб разного назначения по инновационным технологиям регулярно пополняется, хотя по-прежнему используются и традиционные способы. Выбор резьбонарезного оборудования особенно широк, поскольку именно этот метод наиболее распространен в современной промышленности. На отечественном производстве применяются плашки и метчики, резцы и гребенки, дисковые и червячные фрезы, специальные головки, напильники и инструменты для вихревой обработки.
Резьбонакатное профессиональное оснащение тоже пользуется спросом. Для накатывания универсальны головки и ролики. Наружная резьба с применением этого способа может наноситься при помощи плоских плашек и ролик-сегментов. Для внутренней обработки поверхностей накатыванием разработаны бесстружечные метчики. Еще один традиционный способ резьбы – абразивное воздействие посредством шлифовальных кругов. Выбор инструментов и станков зависит от формата предприятия, масштабов производства и специфики выпускаемой продукции.
Природный аналог резьбы
Техногенная цивилизация начала развиваться благодаря удачным решениям, скопированным с творений природы. Исключения легко пересчитать по пальцам, и в 2011 году их стало на одно меньше. Именно тогда было сделано открытие о существовании резьбовых соединений в строении живых существ. Trigonopterus oblongus относится к жукам-долгоносикам и обитает в Новой Гвинее. Исследователи из старейшего университета Германии Karlsruhe обнаружили, что суставы лапок насекомого соединяются посредством резьбы, а не шарниров, как у других видов.
Важный момент. В действительности у природы немало оригинальных задумок, каждая из которых могла послужить первым толчком к изобретению резьбы. Спиральная геометрия присуща раковинам ряда морских обитателей и эпифитным растениям, обвивающим древесные стволы, а метод ввинчивания в грунт нередко применяется живыми созданиями разного уровня для защиты от естественных врагов или поиска пищи.
Статья о результатах исследования была опубликована в самом авторитетном периодическом издании США Science. Хотя теперь научно доказано, что первичное изобретение резьбового соединения не принадлежит человечеству, разочаровываться в собственных достижениях не стоит. Ведь аналогов колесного и зубчатого механизмов пока так и не найдено в природе. С момента внедрения в массовое производство примитивной механики наша цивилизация шагнула далеко вперед, но резьба по-прежнему актуальна, и инструменты для ее нанесения всегда востребованы.
Классификационные характеристики резьб
Резьбы делятся на две основные группы. К первой относится стандартизированная продукция, при изготовлении которой обязательно соблюдение международных и национальных норм, определяемое по множеству критериев. Вторая категория включает нестандартные детали с особыми характеристиками, выпускаемые индивидуально для выполнения конкретных задач. Независимо от соответствия стандартам все изделия обладают определенными параметрами, на основе которых осуществляется классификация. Резьба наносится с учетом ряда характеристик:
- Конфигурация контактной поверхности бывает цилиндрической и конической;
- Форма профиля может быть круглой, треугольной, прямоугольной, трапецеидальной;
- Расположение резьбы возможно на наружной и внутренней поверхности изделия;
- Эксплуатационное назначение бывает крепежным, ходовым, специальным;
- Направление винтовой линии разделяется на правое и левое;
- Количество заходов классифицирует однозаходные и многозаходные резьбы;
- Единицы измерения определяют метрические, дюймовые, модульные, питчевые размеры.
Метрическая система максимально распространена в российской промышленности. При ее использовании габариты деталей измеряются в миллиметрах. В производстве изделий большого диаметра для измерения параметров резьбы применяются дюймы. Дюймовая и метрическая системы применяются для изготовления элементов резьбовых соединений и винтовых передач. Модульные и питчевые резьбы более специфичны. Способы расчета на основе числа пи используются для определения параметров червяка для зубчато-винтовых механизмов.
Важный момент. Для перевода дюймов в метрический формат нужно умножить имеющийся показатель на 2,54, чтобы получить результат в сантиметрах. Для модульной резьбы при умножении модуля на число пи величина переводится в миллиметры. Вычисление питчевого шага немного сложней. Размер в дюймах определяется методом деления числа пи на питч, а затем при желании рассчитывается в сантиметрах.
При обозначении резьбы используют букву, указывающую на тип резьбы (метрическая, дюймовая, модульная и др. ), и размер резьбы. Под размером подразумевается наружный (номинальный) диаметр d и D. Рисование резьбового узора требует щепетильности, поэтому на чертежах его обозначают условно вне зависимости от того, как они выглядят в действительности.
Наружную резьбу обычно рисуют сплошными линиями, при этом расстояние между ними не должно превышать шаг резьбы, а начало линий должно начинаться с отступом не менее 0,8 мм от основания детали. Внутреннюю резьбу обозначают в разрезе: сплошные линии по внутреннему диаметру и тонкие короткие – по наружному.
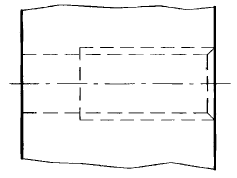
Невидимая резьба обозначается штриховыми линиями по наружному и внутреннему диаметру детали. Граница резьб проводится до наружного диаметра.
Фаски – поверхность, образованная скосом торцевой кромки материала. Если они не имеют конкретного назначения, на чертеже их указывать не следует.
Обозначения резьб указывают по соответствующим стандартам для всех резьб, кроме конических и трубной цилиндрической.
Обозначения конических резьб и трубной цилиндрической резьбы наносят, как показано на иллюстрации ниже.
Номинальный профиль и размеры элементов метрической резьбы устанавливает ГОСТ 9150-81. Диаметры и шаги устанавливает ГОСТ 8724-81.
Обозначение резьбы включает в себя буквенное обозначение, определяющее тип резьбы, а также размер резьбы.
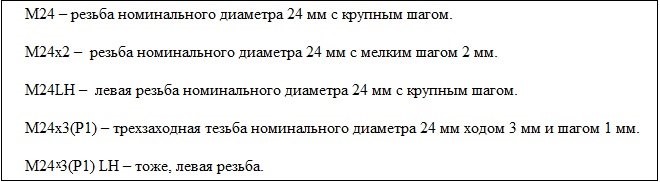
Метрическая резьба с крупным шагом обозначается буквой М и размером наружного диаметра, например, М17.
Метрическая резьба с мелким шагом обозначается буквой М, размером наружного диаметра и шагом резьбы, например, М13 х 0,3.
Многозаходная метрическая резьба должна обозначаться буквой М, номинальным диаметром, числовым значением хода и в скобках буквой Р с числовым значением шага, например, трехзаходная резьба номинальным диаметром 24 мм, с шагом 1 мм и ходом 3 мм обозначается – М24 х 3(Р1).
Где купить инструмент для нарезания дюймовой резьбы?
Купить метчики и плашки для нарезания наружной и внутренней дюймовой резьбы вы можете в интернет-магазине «РИНКОМ». Доставка инструмента производится во все регионы России. В продаже есть продукция отечественных и зарубежных брендов. Кроме того, возможно изготовление резьбонарезного инструмента на заказ. Объем партии не ограничен.
Поставка резьбонарезного оборудования
ООО «Русский-Металл» обеспечит потребности любого предприятия в профессиональном оборудовании. Если вы заинтересованы в оптовых поставках инструментов для качественного выполнения резьбы определенного типа, обращайтесь к нам. Богатый ассортимент, неограниченные объемы, оперативная отгрузка, минимальные цены и максимальная безопасность сделок – наши преимущества. Крупные заказы на объекты в столице и Московской области доставляются бесплатно. Покупайте резьбонарезное оборудование оптом на выгодных условиях!
Характеристики видов резьб
При определении характеристик резьбы учитываются следующие параметры:
- диаметр между верхними точками нарезки;
- диаметр между нижними точками впадин;
- шаг между витками;
- единиц измерения (дюймы, миллиметры);
- конфигурация профиля.
Показатели, учитываемые при классификации резьб:
- шкала измерения;
- расположение рабочей поверхности (снаружи или внутри элемента);
- направление витков;
- назначение;
- число заходов при нарезке.
Также учитывается вид профиля, который может быть треугольным, трапециевидным, сферическим и тд. Основные разновидности резьб представлены на схеме.
Основные типы крепежных и ходовых резьб
Трапецеидальные резьбы Tr
В ходовых механизмах для преобразования вращательного движения в поступательное применяется трапецеидальная метрическая резьба с обозначением Tr. Этот вид наносится на винты, являющиеся функциональными комплектующими станков, подъемников и другого механического оборудования. Стандарт Tr включает правые и левые, однозаходные и многозаходные резьбы. Диаметр насчитывает 10-640 мм. Трапецеидальная резьба, параметры которой регламентируются ГОСТ 9481–81, рассчитана на серьезные нагрузки.
Сферы применения резьбовых соединений
Резьбовые соединения используются в промышленности и быту. С их помощью решается широкий спектр задач:
- соединение компонентов машин и механизмов;
- установка защитных элементов в виде крышек, резьбовых заглушек и т.д.;
- монтаж несущих компонентов металлоконструкций;
- формирование фланцевых соединений, востребованных при прокладке трубопроводов;
- установка станков и прочего технологического оборудования.
Резьбовые соединения незаменимы при сборке бытовой техники и измерительных приборов. С их помощью выполняются модернизационные и ремонтные работы различной сложности.
По назначению резьбы делятся на крепежные, ходовые, грузоподъемные, а также крепежные с одновременной герметизацией.
Метрические резьбы M, MK, MJ, EG-M
Международная маркировка M присваивается резьбам общего назначения 1-600 мм диаметром. Обозначение MK предназначено для герметичных соединений, обеспечиваемых конической формой. MJ – цилиндрические резьбы, применяемые в сферах, которые подразумевают эксплуатацию в условиях высоких температур и требуют усиления показателей усталостной прочности. Размеры варьируются в пределах 1,6-200 мм. Метрическая резьба EG-M используется при изготовлении и ремонте втулок и проволочных вставок как усилитель несущей способности.
Классы точности и правила маркировки дюймовой резьбы
Дюймовая резьба по ГОСТу может соответствовать одному из классов точности: 1, 2 или 3. Соседнее место с цифрой, обозначающей класс точности, занимает буква А (соответствует наружной резьбе) или В (внутренней). Отметим, что 1-му классу точности соответствуют самые грубые резьбы, а 3-му самые точные, именно к ним предъявляются наиболее жесткие требования.
Понять, каким параметрам соответствует конкретный резьбовой элемент, необходимо разобраться с обозначениями, которые на него нанесены. В маркировке имеется следующая информация:
- номинальный размер дюймовой резьбы;
- число витков на дюйм длины;
- группа;
- класс точности.
Маркировка наносится на саму деталь или упаковку с деталями и представляет собой буквенно-числовой код следующего вида T1 T2 X Y1 Y2 — Z.
Этот код расшифровывается следующим образом.
- Т1 — параметр говорит о категории резьбовой запчасти и может иметь несколько значений: М (метрическая резьба), МК (коническая), Tr (трапециевидная однозаходная), S (упорная однозаходная), G (трубная цилиндрическая).
- Т2 — обозначает внешний диаметр запчасти, для дюймовых резьб указывается в дюймах.
- Х — символ-разделитель, который не несет смысловой нагрузки, но обязателен к нанесению по ГОСТу.
- Y1 — ширина резьбового шага, которая даже на дюймовых резьбах указывается в миллиметрах. В редких случаях параметр может указываться в дюймах, но тогда рядом с числом ставятся две насечки, которые говорят, что перед нами дюймы.
- Y2 — направление резьбового винта. Есть резьба левая, параметр обозначают как LH. Если правое — его пропускают.
- — тоже относится к символам-разделителям, который отделяет главную часть кода от параметра Z.
- Z — параметр, который указывает на класс точности резьбы. Может принимать вид обозначений 4k, 6h, 6E, 8G, 8D и др.

Пример условного обозначения дюймовой резьбы
Расшифровка маркировки дюймовой резьбы
Обозначение дюймовой резьбы в технической документации разберем на примере маркировки G 2” LH-2-40.
- G — показывает, что резьба трубная цилиндрическая.
- Цифра 2 указывает на размер наружного диаметра в дюймах.
- LH — эти буквы говорят о том, что резьба левая.
- Цифра 2 информирует о классе точности.
- Цифра 40 указывает на длину завинчивания.
Как определить тип резьбы?
Для определения параметров резьбы понадобится штангенциркуль или специальный шаблон. В первом случае потребуется таблица, интерпретирующая результаты измерений, во втором — достаточно подобрать шаблон с подходящим профилем.
В продаже представлены резьбовые шаблоны отечественного и зарубежного производства. Они поставляются комплектами, позволяют работать с широким спектром резьб.
Оглавление
- Вступление
- Классификация резьбы, ее основные элементы и параметры.
- Обозначение резьбы на чертеже
- Метрическая резьба и ее обозначение
- Проверим знания
- Вопросы и задания повышенной сложности
- Практическая работа № 15. Резьбовое соединение
Рабочий чертеж
Любое изделие состоит из разных деталей, соединенных между собой. Их изготавливают с помощью литья, ковки или штамповки. После того, как получилась нужная форма, детали шлифуют, фрезеруют и обрабатывают другими механическими способами.
Рабочий чертеж демонстрирует не только характеристики изделия, но и:
- Материал.
- Способы изготовления.
- Чистоту обработки поверхности.
- Требования к точности изготовления.
- Технические требования к готовому изделию.
Чистота обработки поверхности (гладкость, ровность) зависит от того, каким образом и с помощью какого инструмента ее обрабатывали. Существует 14 уровней чистоты поверхности, которые обозначаются на чертеже треугольником и цифрой (∆ 6).
В составляющим одной детали могут предъявляться разные требования к чистоте обработки. В этом случае к каждой из них указывается отдельный класс чистоты.
Уровни чистоты поверхности при обработке:
- ∆ 3 – есть следы обработки. Используется драчевый напильник, абразивный круг и т.д.;
- ∆ 4-6 – следы малозаметны. Используется шлифование, бархатный напильник, мелкая шкурка;
- ∆ 7-9 – нет видимых следов обработки. Используется шабрение, бархатный напильник, чистовой резец;
- ∆ 10-14 – гладкая поверхность. Используется тонкое шлифование, опиливание с маслом и мелом.
Внедрение системы стандартов в России
Конгресс, прошедший в Цюрихе в конце XIX века, стал значимым событием для стандартизации резьб в Европе. Но в России начало процесса отложилось до 1921 года, когда по инициативе Наркомата путей сообщения были разработаны первые нормативы специально для железнодорожного транспорта. В табличную систему НКПС-1, основанную на немецких стандартах метрической резьбы, входили размеры 6-68 мм. Она оказалась базой для создания в 1927 году ОСТ 32, вслед за которым сразу появился и ОСТ 33А. В его основу легла система Уитворта.
На этом разработка государственных стандартов СССР не остановилась. Модернизация нормативов Acme, выпущенных в США, привела к стандартизации трапецеидальных резьб в 1932 году. Аббревиатура ГОСТ для национальных систем была принята восемь лет спустя. В 1947 году появились нормы резьбы ISO, применяемые и сегодня. С тех пор в России учитываются как государственные, так и международные стандарты, в соответствии с которыми отечественная продукция для резьбовых соединений выпускается на мировом уровне качества.
Отличия дюймовой резьбы от метрической
Метрическая и дюймовая резьбы различаются количеством витков на резьбовом шаге и разным углом наклона при вершине. У дюймовой резьбы он более острый и равняется 55 градусам. Остальные различия происходят из этого.
- Из-за более острого угла наклона меняется профиль резьбовых гребней. У дюймовых соединений гребни более длинные, но менее широкие. У метрического профиля гребни по форме более сбалансированные (шире и не такие длинные).
- Из-за разницы профилей соединить детали с метрической и дюймовой резьбой не представляется возможным. Крепеж будет очень хрупким и негерметичным, что может привести к протечке жидкостей при транспортировке.

Различия в профиле дюймовой, метрической и трубной резьбы
Современные технологии нанесения резьбы
В эпоху кустарного производства для изготовления крепежа применялись ручные инструменты и меловая разметка, поэтому точность была минимальной. Сегодня оснащение промышленных предприятий и даже частных мастерских вполне соответствует современным требованиям. Теперь выпускается эффективное оборудование, которое обеспечивает выполнение высокоточной резьбы без лишних усилий. Производительные технические средства рассчитаны на изготовление стандартизированных изделий разными способами. Распространенные технологии:
- Лезвийное нарезание;
- Накатывание резьбы;
- Шлифование абразивами;
- Выдавливание прессом;
- Литье под давлением;
- Электрообработка.
Нарезание лезвийными инструментами считается универсальным способом нанесения резьбы. Это направление относится к самым распространенным. На втором месте по популярности накатывание, позволяющее добиться максимальной производительности и качественного уровня. Абразивная обработка востребована в производстве изделий с точными ходовыми резьбами. Прессование и литье ограниченно применяются при работе с цветными металлами и пластиком. Электрообработка предназначена для материалов повышенной хрупкости и твердости.
Важный момент. Эрозионное, гидравлическое и другие виды воздействия с использованием токовых импульсов относятся к электрохимическим и электрофизическим промышленным методам. Они эффективны при резьбе на керамических изделиях и элементах из твердых сплавов, которые не поддаются обработке другими способами из-за особых физических характеристик в отличие от более пластичных и мягких материалов.
Дюймовые резьбы UTS, BSW, BSF, NPT
Маркировка UTS популярна в канадской и американской промышленности. Это основной тип резьбы для применения в фототехнике и видеокамерах, соответствующий ГОСТ 3362-75. BSW берет начало у истоков европейской стандартизации, разработанной в Великобритании Джозефом Уитвортом. Разновидности с мелким шагом обозначаются аббревиатурой BSF. NPT – обозначение дюймовой резьбы по системе ANSI, используемой в США. Соответствует российскому стандарту ГОСТ 6111-52. Применяется для изготовления трубной продукции.


Таблица размеров дюймовых и метрических резьб
Узнать, как соотносятся размеры метрических резьб с размерами дюймовых резьб можно, пользуясь данными таблицы, приведенной ниже.

Сходные размеры метрических и различных разновидностей дюймовых резьб в диапазоне примерно Ø8-64 мм
Проверим знания
Почему резьба на чертеже изображается условно? 2. Чем отличаются между собой условные обозначения метрической резьбы с мелким и крупным шагом? Приведите примеры. Какой шаг указывают в обозначении резьбы? 4. Дочертите условное изображение резьбы М 20х1,5 на стержне, длина резьбы 40 мм. Начертите вид слева. Определите, в чем отличие гаек друг от друга, если их обозначение Гайка М 24 и Гайка М 24х2. По наглядному изображению выполните эскизы деталей с резьбой. Определите вид крепежного изделия. Какие данные необходимы для вычерчивания болтов, гаек, шпилек и винтов по стандартным размерам? 8. Определите тип резьбы, наружный диаметр и шаг резьбы.
Начертите чертеж болта с метрической резьбой d=30 мм, l=80 мм
Как обозначается резьба на чертеже
В обозначении поля допуска диаметра метрической резьбы применяются цифровые значения класса точности резьбы, и буквы, указывающие на основное отклонение. Поле допуска резьбы должно обозначаться двумя буквенно-цифровыми элементами: на первом месте – поле допуска d2 (средний диаметр), на втором – поле допуска d (наружный диаметр). Если поля допусков наружного и среднего диаметров одинаковые, то они не дублируются.
При обозначении метрической резьбы сначала указывается обозначение резьбы, а затем — поля допуска. В обозначении резьбы нужно указать тип по длине свинчивания (N – normal, S – small, L — large). Эти буквы обозначаются после поля допуска, отделяются от него горизонтальной чертой. Шаг резьбы не помечается.
Пример обозначения резьбы на 24 мм
Также необходимо указать посадку резьбового соединения, которая обозначается дробным числом. В числителе ставится обозначение внутренней резьбы по полю допуска, в знаменателе – значение поля допуска по наружной резьбе.
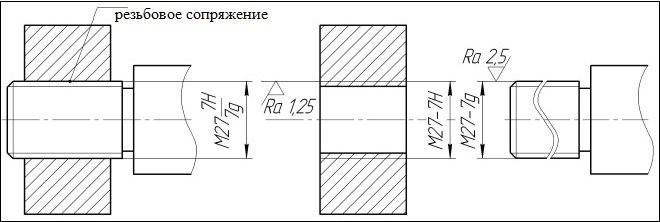
Пример обозначения посадки резьбового соединения на чертежах
Метрическая резьба наиболее востребована и распространена. Она встречается на большинстве стандартных метизов, измеряется в миллиметрах.
Резьба делится на коническую и цилиндрическую. Первый вариант оптимален для создания герметичных соединений в рамках резервуаров и технологических магистралей, второй – для общих нужд.
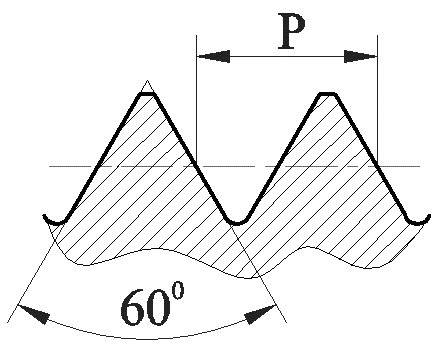
Профиль метрической резьбы представлен треугольником с углом наклона граней в 60 градусов. В зависимости от конфигурации резьбонарезного инструмента его вершина является скошенной или заостренной.
Ключевые параметры метрической резьбы:
- диаметр;
- шаг (ход);
- высота профиля;
- параметры фаски;
- направление витков;
- место расположения витков (внутренняя или наружная резьба).
Исполнение резьбы регламентирует ГОСТ 16093-2004, выделяющий три класса точности: грубый, средний и точный. Грубая резьба нарезается на прутках или в глубоких отверстиях, может иметь значительные отклонения. Резьба среднего класса свойственна метизам, представленным в широкой продаже. Высокая точность характерна для прецизионной резьбы.
Узнать о метрической резьбе более подробно поможет статья «Метрическая резьба», представленная на нашем сайте.
Обозначение резьбы
Каждый тип резьбы имеет собственное обозначение:
- питчевая резьба — р”;
- дюймовая резьба — G
- метрическая резьба — М;
- коническая резьба — К;
- круглая резьба — Rd;
- трапецеидальная резьба — Tr.
Упорная резьба обозначается буквой S. Более подробная информация по видам и обозначению резьб представлена в таблице.
Виды и обозначения резьб
Маркировка метрических резьб
- Маркировка стандартных метрических резьб с крупным шагом включает в себя тип (М или МК) и номинальный диаметр. Например, МК24 — метрическая коническая резьба с диаметром 24 мм и крупным шагом.
- Маркировка резьб с мелким шагом включает в себя его размер. Например, М24х1,5 — метрическая резьба с диаметром 24 мм и шагом 1,5 мм.
- В маркировке многозаходных резьб после знака «х» указывают число заходов и шаг в круглых скобках. Например, М20х3(P2) — трехзаходная метрическая резьба с диаметром 20 мм и шагом 2 мм.
- К маркировке левых резьб добавляют LH. Примеры — МК24LH, М24х1,5LH, М20х3(P2)LH.
Обозначение резьбы на чертеже
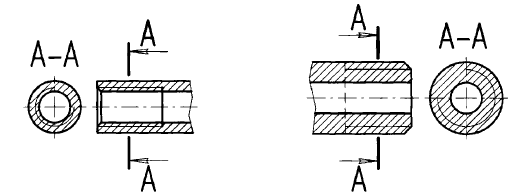
Резьба на чертеже изображается не так, как мы ее видим, а упрощенно (условно) в соответствии с правилами стандарта ГОСТ 2. 311-68 ЕСКД. Изображение резьбы. Независимо от профиля резьбы ее условное изображение всегда одинаково.
На внешней поверхности (на стержне) по наружному диаметру резьбу изображают сплошными толстыми основными линиями, по внутреннему диаметру — сплошными тонкими линиями (рис. 88). На виде слева резьбу показывают сплошной тонкой линией в виде дуги, примерно равной 3/4 окружности. На внутренней поверхности (в отверстии) резьбу показывают сплошными толстыми основными линиями по внутреннему диаметру и сплошными тонкими — по наружному (см. рис. 88). Сплошную тонкую линию проводят на расстоянии не менее 0,8 мм от основной линии и не более величины шага резьбы. Штриховку в разрезах доводят до линии наружного диаметра резьбы на стержне и до линии внутреннего диаметра в отверстии.
Чтобы указать резьбу на чертеже, к ее изображению добавляют надпись в виде условного обозначения.
В чем заключается отличие условного изображения резьбы на стержне от условного обозначения резьбы в отверстии?
Трубная цилиндрическая резьба и ее обозначение
Профилем трубной цилиндрической резьбы является равносторонний треугольник с углом 55° при вершине. Вершины выступов и впадин закруглены. Эту резьбу применяют для соединения труб и других деталей арматуры трубопроводов.
Основные размеры трубной цилиндрической резьбы условно обозначаются в дюймах (1″ = 25,4 мм).
В условное обозначение трубной цилиндрический резьбы входят: буква G, обозначение размера трубы в дюймах и класс точности, например G3/4−А.
Трубная коническая резьба и ее обозначение
Профиль трубной конической резьбы − равнобедренный треугольник с углом при вершине 55°. Вершины и впадины профиля закруглены. Применяется в конических резьбовых соединениях, в соединениях наружной конической резьбы с внутренней цилиндрической резьбой.
В условное обозначение трубной конической резьбы входят: буква R, размер трубы в дюймах, например Rс1½.
Трапецеидальная резьба и ее обозначение
Профиль трапецеидальной резьбы — равнобокая трапеция с углом между боковыми сторонами 30°. Служит для передачи движения в винтовых механизмах, ходовых винтах станков и т.
Трапецеидальную резьбу обозначают буквами Tr, номинальным диаметром и шагом, например: Tr40×9.
Упорная резьба и ее обозначение
Профиль упорной резьбы неравнобокая трапеция. Впадины профиля закруглены. Применяется при больших нагрузках (струбцины, прессы, домкраты и т.
В условное обозначение однозаходной упорной резьбы входят: буква S, номинальный диаметр в миллиметрах и шаг. Например, S80×10 — резьба упорная S номинальным диаметром 80 мм, шагом резьбы 10 мм.
Прямоугольная резьба и ее обозначение
Профилем прямоугольной резьбы является прямоугольник. Изображается с нанесением размеров, необходимых для изготовления резьбы: наружный и внутренний диаметры, форма профиля, шаг. Применяется в соединениях, при которых самоотвинчивание силовых элементов сведено к минимуму. Например, в ходовых и грузовых винтах (домкрат, пресс), лабораторных регулировочных элементах и т.
Круглые резьбы Кр
По ГОСТ 13536-68 наносится резьба на трубопроводную арматуру инженерных систем подачи питьевой воды или технических жидкостей, в том числе агрессивных сред. Маркировка Кр касается вентильных и шпиндельных механизмов, смесителей и других комплектующих санитарного оснащения водопроводов. Это круглая резьба с профилем, образованным дугами во впадинах и на вершинах, которые соединяются с углом прямыми линиями. Несмотря на ограниченную область эксплуатации стандарт востребован благодаря распространенности изделий.
Параметры дюймовой резьбы
Требования к эталонным параметрам цилиндрической дюймовой резьбы прописаны в ГОСТ 6111-52. Здесь же указаны такие базовые характеристики резьбовых соединений, как шаг и диаметр.
- Наружный диаметр — расстояние между верхними точками резьбовых гребней на противоположных сторонах трубы. Чтобы узнать его, можно использовать линейку или штангенциркуль.
- Внутренний диаметр — расстояние от одной самой нижней точки впадины между резьбовыми гребнями до другой, находящейся на противоположной стороне трубы.

Основные параметры дюймовой резьбы
Зная наружный и внутренний диаметры дюймовой резьбы, можно рассчитать высоту ее профиля. Для этого достаточно определить разницу между диаметрами.
Шаг дюймовой резьбы обозначает расстояние, которое разделяет два соседних гребня (или две соседние впадины). Резьбовой шаг как правило не превышает 3 мм, поэтому для его измерения используют высокоточные линейки.

Измерение шага дюймовой резьбы
Обозначение резьбы на чертеже ГОСТ
Существуют различные виды резьб, наносимых на изделие: метрическая, дюймовая, питчевая и проч. Однако самой распространенной является метрическая, которая представляет собой винтовую нарезку внутри и снаружи детали. В профиль ее выступы и впадины образуют одинаковые равнобедренные треугольники, а измеряется такая резьба в миллиметрах (отсюда и ее название).
Метрическая резьба используется для создания цилиндрических и конических крепежей: болтов, гаек, винтов, шпилек и проч. Эти элементы позволяют придать изделию герметичность, крепко соединяя различные его составляющие.
Перед тем, как говорить об обозначении резьбы на чертеже, ознакомимся с его параметрами.
Параметры и части метрической резьбы
Метрическая резьба имеет следующие параметры и части.
- Диаметр. Наружный — D и d. Внутренний — D1 и d1. Средний — D2 и d2. Наружный диаметр называют номинальным и используют в маркировке и обозначениях на чертежах.
- Шаг. Определяется расстоянием между двумя вершинами. Обозначается буквой P.
- Ход (Ph). В однозаходной метрической резьбе ход равен шагу. В многозаходной резьбе ход определяется произведением шага на число заходов.

Изображение №3: ход и шаг резьбы
- Фаска. Это поверхность с углом наклона в 45°, расположенная перед началом винтовой части.
- Сбег. Это место перехода к гладкой части детали.
Сбег, отрезок с витками и фаска формируют общую длину резьбы.
Поля допусков для метрических резьб
От точности параметров наружных и внутренних метрических резьб зависят качество и надежность соединений. Для четкой стандартизации применяют допуски, указанные в ГОСТ 16093-2004.
Поля допусков установлены в трех классах точности.
- Грубый. Имеются серьезные отклонения. Они возникают, например, при нарезании метрических резьб на горячетканных прутках и в глубоких глухих отверстиях.
- Средний. Допуски этого класса применяют при формировании метрических резьб в большинстве случаев.
- Точный. С применением допусков этого класса формируют прецизионные метрические резьбы. Высокая точность параметров обеспечивает максимально надежную посадку с минимумом колебаний.

Изображение №4: поля допусков для наружных и внутренних резьб
Лучшие инструменты для нарезания метрических резьб
Изготовленные по ГОСТам метчики
и плашки
для нарезания внутренних и наружных метрических резьб вы можете купить в нашем магазине на очень выгодных условиях с доставкой в любой регион РФ. Изучите каталог и выберите подходящие инструменты.
Практическая работа № 15. Резьбовое соединение
На формате А4 по произвольным размерам, соблюдая пропорции, выполните чертеж деталей резьбового соединения в сборе. При выполнении чертежа примените необходимые сечения и разрезы. Количество видов определите самостоятельно.
Прочие виды резьбы
Разновидности резьбы не ограничиваются питчевой, метрической и дюймовой. Существуют прочие виды резьбовых соединений, используемые для решения определенных технических задач.
Круглая резьба
Круглая резьба востребована при создании трубопроводной арматуры. Она имеет плавный скругленный профиль, нарезается по ГОСТ 13536-68. Угол наклона резьбовых выступов не превышает 30 градусов.

Трапецеидальная резьба
Ходовая самотормозящаяся резьба с профилем в виде трапеции. Обширная площадь контакта соединяемых элементов способствует экспоненциальному росту силы трения при их перемещении. Это создает эффект торможения, препятствующий произвольному ослаблению узла.
Трапецеидальная резьба широко применяется в робототехнике. С ее помощью фиксируются элементы сборочных конвейеров и литьевых установок. Нарезание и контроль качества трапецеидальной резьбы регламентирует ГОСТ 24738-81.

Упорная резьба
Разновидность трапецеидальной резьбы, отличающаяся наклоном рабочей стороны под углом в 3 градуса. Резьба нарезается в соответствии с ГОСТ 10177-82, используется в ответственных узлах с повышенной осевой нагрузкой.

Свойства распространенных видов резьб
На сегодня существует множество стандартов, по которым выпускаются резьбовые изделия. Каждый из них подразумевает единый набор технических характеристик, формирующийся исходя из назначения продукции. Для эффективного функционирования в разных сферах требуются определенные комбинации размеров, формы, числа заходов, направления вращения и дополнительных параметров. Из современных типов можно выделить несколько распространенных в конкретных отраслях категорий, отвечающих нормам международной маркировки резьбы:
- Метрическая M, MK, MJ, EG-M;
- Дюймовая UNC, UNF, UTS, BSW, BSF, NPT;
- Трубная G, R;
- Круглая Кр;
- Эдисона E;
- Трапецеидальная Tr;
- Упорная S, S45o;
- Нефтяной сортамент.
Большая часть резьбовых деталей выпускается для крепежных соединений, которые интенсивно используются в машиностроении. Российскими предприятиями для изготовления крепежа чаще применяется метрическая однозаходная правая резьба с треугольным профилем. Для обеспечения герметичности служат крепежно-уплотняющие соединения, для трубной промышленности выпускаемые по дюймовой системе стандартов. Крепеж с многозаходной резьбой целесообразно использовать при повышенных нагрузках для усиления прочности.
Круглой резьбой соединяется водопроводная арматура при оборудовании инженерных коммуникаций. Она рассчитана на эксплуатацию механизмов в агрессивных средах. Круглая резьба Эдисона разработана специально для применения в электротехнике. Стандартный цоколь ламп накаливания изготавливается с использованием этой разновидности. Для передачи движения предназначены трапецеидальные и упорные резьбы. Они характеризуются определенными углами наклона. Ходовые резьбы обоих типов применяются в специальном оборудовании.
Важный момент. Помимо перечисленных видов в отечественном машиностроении применяется еще и прямоугольная ходовая резьба. Этот тип не стандартизирован, поскольку сложен в производстве, хотя достаточно широко используется для изготовления винтовых механизмов и домкратов. КПД прямоугольной резьбы выше, чем у трапецеидальных аналогов, которым она, в свою очередь, уступает прочностью.
Действующие ГОСТы на метрические резьбы
Требования к метрическим резьбам и стандартные значения их параметров (диаметр, шаг, допуски и т. ) в таблицах вы найдете в следующих ГОСТах.
- ГОСТ 8724-2002. «Основные нормы взаимозаменяемости. Резьба метрическая. Диаметры и шаги».
- ГОСТ 24705-2004. «Основные нормы взаимозаменяемости. Резьба метрическая. Основные размеры».
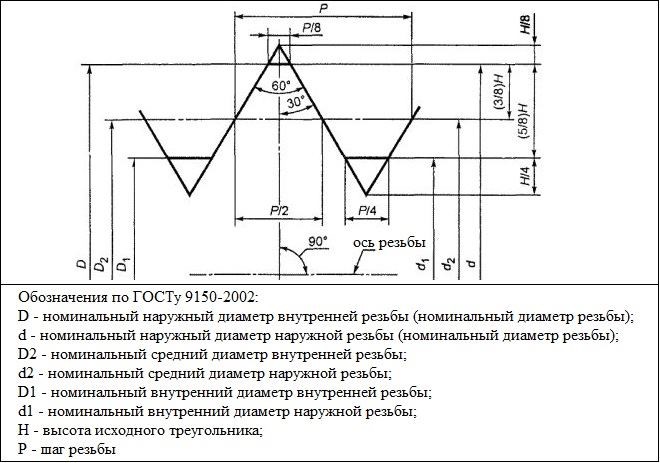
- ГОСТ 9150-2002 (ИСО 68-1-98). «Основные нормы взаимозаменяемости. Резьба метрическая. Профиль».
- ГОСТ 16093-2004. «Основные нормы взаимозаменяемости. Резьба метрическая. Допуски. Посадки с зазором».





