

- Каким током варить электродами или какого диаметра выпускают расходные материалы
- По пространственному положению
- Упаковка
- Виды электродов для сварки и стали
- Основное покрытие («Б»)
- Рутиловое покрытие («Р»)
- Кислое покрытие («А»)
- Группа индексов
- По группе индексов
- Электроды для постоянного тока
- Пример расшифровки маркировки электродов
- Состав и свойства электродов
- Плавящиеся и неплавящиеся
- Для точечной сварки
- Для ручной дуговой
- Другие виды
- Конструкция и размерные характеристики
- Условия поставки
- Где найти маркировку
- По марке
- Маркировка электродов для постоянного тока
- Тип покрытия
- Материалы электродов для контактной сварки
- Сварочные электроды
- Когда были созданы неплавящиеся электроды
- Чем переменный и постоянный ток различаются при сварке?
- По типу покрытия
- Влажный электрод — чем опасно его использование
- Назначение
- А теперь подробнее о полярности
- Как сварочный ток для электродов влияет на сварку
- Как научиться варить
- Сварочные электроды | Электроды от Электродгруп | Производство электродов МР, УОНИ, ОЗС, АНО,
- Универсальные электроды для постоянного и переменного тока
- Электроды для сварки постоянным и переменным током – основные марки
- Сварочное оборудование переменного и постоянного тока
- Виды электродов и как их выбрать для сварки на первых порах?
- ЦЛ-11
- Рутиловые МР-3 и OK -46
- УОННИ 13/55
- Тип и маркировка сварочных электродов
- Рейтинг электродов для постоянного тока
- Сварка током прямой полярности
- Для переменного тока или универсальные – как правильно
- Разница между сваркой переменным и постоянным током
- Пространственное положение
- Популярные марки
- Преимущества и недостатки
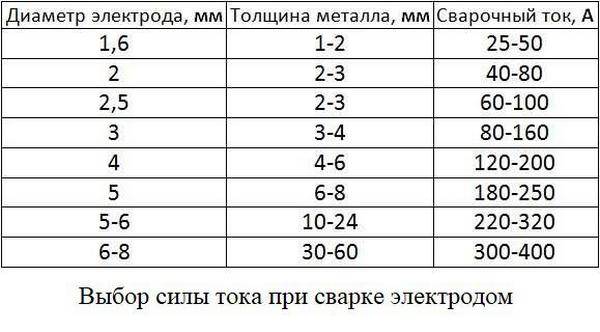
Каким током варить электродами или какого диаметра выпускают расходные материалы
На прочность образуемого соединения влияет не только диаметр расходника, но еще и значение сварочного тока. Подбирать силу тока требуется по толщине используемых стержней. Если неправильно выбрать ток, то при работе инверторной или дуговой сваркой возникнут неприятные последствия в виде проваривания или прилипания шва.
Таблица выбора электродов по току
Чем больше диаметр используемого стержня, тем соответственно выше должна быть сила тока. Если раньше значение тока высчитывалось вручную, то сегодня существуют нормативные документы. На сварочных устройствах предусмотрены регуляторы, посредством которых можно установить необходимую величину тока, поэтому далее рассмотрим, как выбрать его необходимое значение.
Для бытовых сварочных аппаратов, рассчитанных на работу с электродами от 1 до 2 мм, применяется диапазон токов от 30 до 45 Ампер. Выбор тока следует настраивать путем плавного изменения положения регулятора. Для стержней 2 мм, которые используют для сварки металлов 2-3 мм, выставляется ток в пределах от 30 до 80 Ампер. Причем в большую сторону нужно перемещать регулятор только в случае, если осуществляется работа с толстым металлом. Точное значение следует выставлять самостоятельно, ориентируясь на качество сварочного процесса. Для стержней 3 мм выставляются токи в диапазоне от 65 до 130 Ампер. Для устройств диаметром 4 мм — такие материалы предназначены для работы не только с толстыми металлическими заготовками, но и более тонкими. Используя такие изделия, следует выставлять для них ток в диапазоне от 110 до 200 Ампер. Для стержней 5 мм выбирается сила тока от 160 до 250 Ампер
Для работы с такими расходными материалами важно использовать мощное оборудование. Для электродов от 6 до 8 мм выставляется ток от 300 Ампер. Верхнее значение может достигать 400 Ампер, но важную роль здесь играет не только размер стержня, но и толщина стали.
Начинающим сварщикам не рекомендуется сразу же начинать работать с электродами большого диаметра. Для домашнего использования вполне хватает расходников от 1 до 3 мм. Ниже представлена таблица, которая обязательно поможет правильно выбрать подходящий ток в зависимости от диаметра используемого изделия и толщины свариваемого металла.
https://youtube.com/watch?v=fPx674bfJko%3Ffeature%3Doembed
По пространственному положению

Каждый тип электрода предназначен для работы в определенном положении. В нашем примере это стержень для работы в любых положениях, кроме вертикального, обозначается цифрой «2». Также есть цифра «1» (полностью универсальный), «3» (для работы горизонтально на вертикальной плоскости) и «4» (для нижних угловых соединений). Эти цифры соответствуют международным стандартам и ими маркируется большинство как отечественных, так и зарубежных материалов.
Упаковка
Каждая коробка или пачка должна быть снабжена этикеткой или маркировкой, на которой указана следующая обязательная информация:
- изображение Государственного знака качества;
- наименование (товарный знак) предприятия-производителя;
- номер партии и дата изготовления;
- тип, марка и диаметр электродов;
- масса нетто партии;
- марка сварочной проволоки электродных стержней;
- рекомендуемые режимы сварочного тока;
- фактический химический состав наплавленного металла;
- фактические значения показателей механических и специальных свойств металла шва, наплавленного металла или сварного соединения, являющихся приемо-сдаточными характеристиками электродов конкретной марки.
Данный перечень может включать другие дополнительные сведения.
Внешний вид упаковки может помочь покупателю распознать контрафактные сварочные материалы. Рассмотрим пример упаковки настоящих и поддельных электродов LB-52U.
QR-код оригинальных расходников имеет мелкие элементы, бело-песочного оттенка. В коде содержится техническая информация о данной партии, которая должна совпадать со стоящей на пачке маркировкой.
QR-код поддельных прутков крупный, ярко-белого цвета. В коде нет технических сведений, только ссылка на сайт.
Под QR-кодом расположен логотип, рядом с которым расположена надпись: на оригинальных материалах здесь указано “MADE IN JAPAN”; на поддельных – китайские иероглифы.
После осмотра коробки, открываем упаковку и изучаем внешний вид электродов.
На оригинальных сварочных прутках печать марки хорошо различима, легко читаема и нанесена строго поперек.
Поддельные стержни имеют нечеткие надписи на обмазке, со смещением по окружности.
Маркировка краской находится на одном уровне и выполнена без наплывов, что характеризует оригинальные электроды.
Наплывы и разный уровень маркировки означает, что перед мастером подделка.
Качественная и герметичная упаковка позволяет сохранять электроды от попадания влаги и других отрицательных влияний. При содержании сварочных материалов в оптимальных условиях, срок их годности практически неограничен. Если сварочные материалы подверглись воздействию неблагоприятных факторов, то следует провести необходимую процедуру прокаливания.
Виды электродов для сварки и стали
Рассматривая типы и марки электродов для сварки, для начала остановимся на первых. Покрытые электроды (а именно они представлены в каталоге продукции МЭЗ) подразделяются на 4 основных типа — в зависимости от покрытия, которое на них наносится.
Основное покрытие («Б»)
Это один из наиболее распространенных типов обмазки, в составе которой — карбонаты кальция и магния. В маркировке обозначаются буквой «Б». Ключевое преимущество — малое содержание водорода в составе покрытия. Это и другие свойства позволяют получать механически очень прочный, высокопластичный шов с отличной ударной вязкостью. Электроды используются при сварке особо ответственных конструкций, а также конструкций, которые будут эксплуатироваться в знакопеременных по температуре условиях и суровых северных условиях. Наиболее широко известна марка УОНИ 13/55, УОНИИ 13/55, УОНИ 13/45. Среди минусов: образование при сварке сравнительно большого количества шлака, риски появления пор в сварном шве при сварке на длинной дуге, при влажной или окисленной поверхности.
Рутиловое покрытие («Р»)
Также является одним из самых широко используемых. Основа состава — рутил (диоксид титана), помимо него присутствуют кислород и кремний. Изделия обеспечивают легкий первичный, повторный поджиг, стабильное горение дуги, малое количество брызг, легкое отделение шлаковой корки, ровный шов товарного вида. Оптимально подходят для сварки низкоуглеродистых сталей. Наиболее популярные марки — МР-3 ЛЮКС, МР-3, ОЗС-12, АНО-21. В ряду минусов: необходимость в низкой влажности и в обязательной предварительной прокалке во избежание рисков окисления металла шва.
Кислое покрытие («А»)
Имеет в составе железо, кремний, марганец, другие элементы. Электродами с кислой обмазкой можно вести сварку по поверхностям с окалиной или ржавчиной, они обеспечивают высокую сопротивляемость возникновению в металле шва воздушных каналов. Из минусов — угроза появления в последнем горячих трещин.
Группа индексов
- 5 – устойчивость шва к коррозии;
- 1 – рабочая температура по максимуму, при которой указана прочность шва к высокой температуре;
- 4 – температура шва рабочая;
- (4) – количество ферритной фазы в шве.
Прямолинейная зависимость: чем выше цифра в обозначении, тем больше фактическое значение. Ниже приведена таблица соответствий:

Электроды для наплавки могут содержать больший блок группы индексов. Привычный набор, состоящий из 3-4 цифр через слэш дополняется еще набором символов, которые между собой разделены дефисом. Пример такой маркировки: Е300/32-1. Первая цифра содержит информацию о твердости металла, по которому можно выполнять работы по наплавке, а вторая (1) – твердость обеспечивается без термического воздействия. Если вместо 1 стояла бы цифра 2, то это значило бы, что твердость обеспечивается только после термического воздействия.
По группе индексов

Это одна из самых сложных маркировок, новички часто не понимают ее, потому что в нескольких числах заложено множество характеристик сразу. Обычно, группа индексов пишется на упаковке с электродами для сварки высоколегированной стали, так что это уже упрощает понимание. Давайте подробнее разберем, что значит каждая цифра в нашем примере.
Итак, цифра 5 — это стойкость шва к коррозии. Цифра 1 — это максимальная рабочая температура, при которой указана жаропрочность шва. Цифра 4 — это рабочая температура шва. Цифра (4), взятая в скобки, обозначает, сколько в шве ферритной фазы. Чем каждая цифра больше, тем соответственно больше значение. Ниже таблица с характеристиками металла шва для сварки высоколегированных сталей, изучив ее вы поймете, что значит каждая цифра.

Условное обозначение электродов для наплавки может состоять из двух частей, а не из 3-4 цифр, как мы говорили ранее. К индексу из 3-4 цифр добавляется индекс из трех цифра, написанных через дефис и разделенных дробью с первым индексом. Например, Е300/32-1. Цифра 32 обозначает твердость металла, который можно наплавить. Цифра 1 обозначает, что твердость у таких электродов обеспечивается без термического воздействия. Иногда можно встретить цифру 2, она означает, что твердость обеспечивается после термического воздействия.
Электроды для постоянного тока
На сегодняшний день наибольшей популярностью пользуются электроды для постоянного тока от следующих ведущих производителей:
- Kobelco;
- ESAB;
- Ресанта;
- Lincoln Electric;
- ЛЭЗ и другие.
Ниже будут рассмотрены лучшие марки электродов для сварки постоянным током.

Электроды УОНИ-13/55 — обладают рядом неоспоримых достоинств. Наваренный сварной шов электродами УОНИ-13/55 обладает повышенной пластичностью, он имеет достойную ударную вязкость. Электроды УОНИ-13/55 имеют основное покрытие, а, следовательно, они применяются для сварки ответственных металлоконструкций из стали.
Электроды ОЗЛ-6 — данная марка электродов предназначена для сварки жаропрочной стали. Сварной шов отличается особой прочностью, он имеет хорошую стойкость к образованию коррозии.
Электроды LB-52U — применяются эти электроды для сварки низколегированной и углеродистой стали. Электроды обеспечивают стабильное горение дуги, металл не разбрызгивается при сварке и, что немаловажно, варить можно в абсолютно разных пространственных положениях.

Это далеко не все популярные электроды для постоянного тока. Среди других марок, которые завоевали доверие сварщиков, следует выделить и такие электроды, как МР-3, ОЗЧ-2 для сварки чугуна, а также электроды АНО-21, ЦЛ-11 по нержавейке.
Пример расшифровки маркировки электродов

На рисунке приведен реальный пример маркировки электродов. Итак, о чем она информирует:
- Э46 – тип расходного материала. Здесь – для низколегированных сталей с небольшим пределом прочности.
- АНО-21 – марка.
- Диаметр. Здесь – 2,5 мм.
- У – назначение. Для низколегированной и углеродистой стали.
Закончить расшифровку каждый из читателей сможет самостоятельно.
Состав и свойства электродов
Самое важное свойство в разделении сварных расходников по типу сварки, для которого они пригодны. Необходимо рассматривать самые широко используемые из них.
Плавящиеся и неплавящиеся
Плавящийся металлический стержень в составе сварочного электрода выполняет функцию материала, образующего шов, и изготавливается обычно из стального или медного прутка. В последнем случае их так и называют – медные электроды.
Неплавящиеся изделия для сварки производят на основе порошкообразных и твёрдых веществ (угля, вольфрама). Они предназначаются для повышения качества сцепления свариваемых частей. Соединение образуется без участия стержневого металла, а сам электрод используется как присадочная проволока (пруток).
Исходным веществом для производства таких электродов является особый вид угля (аморфный), изготавливаемый в виде удлинённых стержней овального сечения.
Такие угольные изделия используются с целью получения аккуратных и красивых сварных швов, а также для резки очень толстых металлических заготовок в воздушно-дуговом режиме.
Проверка на соответствие характеристик сварочных электродов действующим нормативам осуществляется специальной комиссией, по результатам работы которой составляется акт на проверку технологических параметров.
Технические характеристики сварочных электродов
Тип
и маркаТУ,
ГОСТВидНазначение и область применения электродовМеханические свойства электродовРод тока электродовПространственные положения сварки
врем. сопр. раз. отн. удл. вяз. Э-46
МР-3ТУ 14-4-1853-2001
ГОСТ 9466-75
ГОСТ 9467 75PЭлектроды для сварки ответственных конструкций из углеродистой стали с временным сопротивлением разрыву до 490 Н/мм2 и
содержанием углерода до 0,25 %450Н/мм218%79 Дж/см2Переменный
или постоянный
обратной
полярностиЛюбое, кроме вертикального сверху вниз
Э-46
МР-ЗМТУ 14-4 1863-2001
ГОСТ 9466-75
ГОСТ 9467-75АРЭлектроды для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 490
Н/мм2450 Н/мм218%78 Дж/см2Переменный
или постоянный
обратной
полярностиЛюбое, кроме вертикального сверху вниз
Э-50А
УОНИ 13/55ТУ 144 1856-2001
ГОСТ 9466-75
ГОСТ 9467 75БЭлектроды для сварки особо ответственных конструкций из углеродистых и низколегированных сталей работающих при пониженных
температурах, когда к металлу шва предъявляются повышенные требования по пластичности и ударной вязкости490 Н/мм2, Угол загиба сварного соединения 150 °20%128 Дж/см2Постоянный
обратной
полярностиЛюбое кроме вертикального сверху вниз
Э-42А
УОНИ 13/45ТУ 14-4 1855-2001
ГОСТ 9467-75
ГОСТ 9466-75БЭлектроды для сварки особо ответственных конструкций из углеродистых и низколегированных сталей работающих при пониженных
температурах, когда к металлу шва предъявляются повышенные требования по пластичности и ударной вязкости410 Н/мм2, Угол загиба сварного соединения 180 °22%147 Дж/см2Постоянный
обратной
полярностиЛюбое, кроме вертикального сверху вниз
Э-46
АНО-4ТУ 14-178-427-2002
ГОСТ 9467-75
ГОСТ 9466-75РСварочные электроды для сварки конструкций из углеродистых марок сталей по ГОСТ 380 и ГОСТ 1050
во всех пространственных положениях, кроме способа «сверху-вниз»460 Н/мм2, Угол загиба сварного соединения 180 °22%98 Дж/см2Переменный
или постоянный
любой
полярностиЛюбое, кроме вертикального сверху вниз
Э-46
АНО-4ИТУ 14-355-99
ГОСТ 9467-75
ГОСТ 9466-75АРЭлектроды для сварки конструкций из низкоуглеродистых марок сталей
во всех пространственных положениях, кроме способа «сверху-вниз»450 Н/мм2, Угол загиба сварного соединения 180 °22%80 Дж/см2Переменный
или постоянный
любой
полярностиЛюбое, кроме вертикального сверху вниз
Э-07Х20Н9
ОЗЛ-8ТУ 14-4 1857-2001
ГОСТ 9466-75
ГОСТ 1 0052-75БЭлектроды для сварки коррозионностойких хромоникелевых сталей (08X18Н10, 12Х18Н9, 08Х18Н10Т),
когда не предъявляются жесткие требования стойкости межкристаллитной коррозии539 Н/мм2, Угол загиба сварного соединения 160 °30%98 Дж/см2Постоянный
обратной
полярностиЛюбое, кроме вертикального сверху вниз
Э-10Х25
Н13Г2
ОЗЛ-6ТУ14-4-1866-2002 ГОСТ 9466-75 ГОа 10052-75БЭлектроды для сварки ответственного оборудования из литья проката жаростойких сталей
20Х23Н13 20Х23Н18, работающих в окислительных средах до 1000 °C, сварка хромистых
сталей 15Х25Т и сталей 25Х 25Н202, сварка углеродистых и низколегированных
сталей с высоколегированными аустенитными сталями539 Н/мм225%88 Дж/см2Постоянный
обратной
полярностиЛюбое, кроме вертикального сверху вниз
Э-08Х19
Н10Г2Б
ЦТ-15ТУ14-4-1887-2002 ГОСТ 9466-75 ГОСТ 10052-75БЭлектроды для сварки ответственных узлов из высоколегированных жаропрочных и жаростойких аустенитных сталей Х18Н9Т-Л,
Х20Н12Т-Л, Х16Н13Б, 12Х18Н9Т, 12Х18Н12Т, работающих в окислительных средах при570-650 °C, когда к металлу шва
предъявляются требования стойкости против межкристаллитной коррозии539 Н/мм224%78 Дж/см2Постоянный
обратной
полярностиЛюбое, кроме вертикального сверху вниз
Э-08Х20
Н9Г2Б
ЦЛ-11ТУ 1273-021- 00187240
ГОСТ 9466-75
ГОСТ 10052-75БЭлектроды для ручной дуговой сварки изделий из коррозиенностойких
хромоникелевых сталей марок 12Х18Н10Т, 12Х18Н9Т, 08Х18Н12Т, 08Х18Н12Б и
им подобных, когда к металлу шва предъявляют жёсткие требования стойкости
к межкристаллитной коррозии539 Н/мм2, Угол загиба сварного соединения 150 °22%78 Дж/см2Сварка на
постоянном
токе
обратной
полярностиВо всех пространственных положениях, кроме вертикального сверху вниз
ЭА-395/9ТУ 1273-023- 00187240
ГОСТ 9466-75БЭлектроды для ручной дуговой сварки ответственных конструкций из
легированных сталей повышенной и высокой прочности в термически упрочненном
состоянии без последующей после сварки термической обработки, в т. сталей типа АК,
а также для сварки улеродистых низколегированных сталей с аустенитными сталями608 Н/мм230%117 Дж/см 2Сварка на
постоянном
токе
обратной
полярнос
Для точечной сварки
При таком способе соединения в качестве шва выступает точка размером с диаметром рабочей поверхности стержня. Чаще всего это металлический электрод с основой из меди, изготовленный в соответствии с ГОСТом-14111-90. Окружность его изменяется от 10 до 40 мм.
Для выполнения работ необходимо точно подобрать его размер и тип рабочей поверхности:
- цилиндрический;
- конический;
- сферический или со скошенным рабочим концом;
- с переходным цилиндрическим участком;
- сплошной или составной.
Мастера иногда сами затачивают электрод, но при этом нужно удостовериться в соответствии инструмента предъявляемым требованиям и по мере необходимости выбраковывать неподходящие экземпляры.
Это происходит при увеличении рабочей зоны более чем на 20% от первоначального габарита.
Преимуществами подобного вида сварки стали:
- простота выполнения;
- эстетика сварочного пятна;
- высокая производительность;
- использование инверторов в процессе работы.

Недостатком считается низкая герметичность шва.
Для ручной дуговой
В этом случае следует рассматривать характеристики обмазки, которая применяется для стабилизации дуги во время выполнения операции. Каждая из классификаций сварочных электродов здесь предусматривает каждую особенность как материала свариваемых деталей, так и свойства покрытия, позволяющего выполнить наиболее качественный шов.
Среди электродов для дуговой сварки выделяются самые популярные:
- Легированные, с химическими добавками для улучшения эксплуатационных характеристик. У подобного инструмента в маркировке имеется буква Т.
- Если в названии стержня есть литера У, то в процессе производства использованы металлы с повышенным содержанием углерода. Подобные соединения увеличивают механическую прочность соединения на разрыв до 600 МПа.
- Популярны электроды из конструкционной стали, помечаемые знаком Н. Они предназначены для напайки металлов для усиления специализированных эксплуатационных качеств соединения.
Другие виды
Для ручной и электродуговой сварки существуют не только электроды в виде отдельных стержней.
В зависимости от потребностей и условий работы в качестве расходников можно применять:
- Сварочную проволоку из медного, алюминиевого сырья. Она изготавливается в соответствии с ГОСТом 2246-70, который допускает 77 разновидностей сердечников – низкоуглеродистых, низко- и высоколегированных, цветных металлов. Толщина стержня составляет 0,3-12,0 мм в случае ручного применения, до 3 мм для полуавтоматов и 2,5 мм для автоматической сварки. Для наплавочных работ есть более толстые виды проволоки. Для прочности и чистоты шва, повышения устойчивости горения дуги и уменьшения разбрызгивания окалины рекомендуется использовать омедненные типы изделий.
- Следующая разновидность материала для сварки – порошковая, флюсовая или самозащитная проволока. Ее используют в полуавтоматических аппаратах в виде металлической оболочки с наполнением из ферросплавов, минералов, химикатов, рудных пород. Этот компонент предназначен для защиты стыка из железа от окисления, легирования, раскисления соединения и стабилизации дуги. С помощью этой технологии появилась возможности отказаться от применения газовых баллонов.

Конструкция и размерные характеристики
Конструкция электродов включает следующие элементы:
- стержень. На ниже размещенном чертеже – поз. «1»;
- участок перехода – поз. «2»;
- покрытие-обмазка – поз. «3»;
- торец контактный, не имеющий покрытия – поз. «4».
Чертеж исполнения электродов по нормам ГОСТа 9466-75
Величины отображенных на чертеже размерных характеристик размещены в таблице. Параметр «Диаметр (номинальный) электрода» определяется диаметром токопроводящего стержня (обозначение d).
Диаметр (номинальный) электрода, мм
Длина очищенного от обмазки участка (обозначение l), мм
Длина (номинальная) электрода (параметр L), мм. Стержень произведен из специальной сварочной проволоки
с высоким содержанием легирующих примесей
легированной либо малоуглеродистой
12,00
30,00
450,00
350,00
450,00
10,00
8,00
25,00
6,00
5,00
4,00
450,00*)
450,00
350,00
350,00
3,00
———-
450,00*)
350,00
350,00
300,00
300,00
2,50
20,0
———-
350,00*)
300,00*)
300,00
250,00
250,00
2,00
300,00*)
———-
250,00
300,00*)
200,00
250,00
1,6
250,00*)
———-
200,00
250,00
150,00
200,00
Нормы ГОСТа 9466-75 устанавливают следующие предельно допустимые отклонения параметров:
- l – от минус 5,0 мм до плюс 5,0 мм;
- L – от минус 3,0 мм до плюс 3,0 мм
Применять размеры, обозначенные выноской *) не рекомендуется.
Условия поставки
Положения Государственного стандарта номер 9466 от1975 года допускают:
- производить электроды с номинальным диаметром, равным 12,50 мм; 6,30 мм: 3,250 мм и 3,150 мм;
- устанавливать иную длину данных изделий. Но этот момент подлежит согласованию обеими сторонами контракта на поставку – потребителем и производителем;
- не осуществлять на длине l от крайней точки электрода зачистку обмазки. Однако это тоже подлежит согласованию сторонами-подписантами договора поставки. При этом на плоскостях обоих контактных торцов изделия не должны присутствовать частицы покрытия;
- на некоторых изделиях предельные отклонения параметра L могут быть такими: от минус 4,0 мм до плюс 4,0 мм. Но число электродов должно быть меньше 10% от суммарного количества подвергнутых контролю образцов;
- на таком же количестве контролируемых изделий проведение на их контактном конце плоской очистки на отдельных сегментах либо по всей его окружности. Но при этом необходимо соблюдать следующее требование: на поверхности контактного торца не должны иметься фрагменты обмазки;
- контактная плоскость торца электрода может покрываться ионизирующим компаундом, облегчающим процесс возбуждения электродуги. Но набор его элементов должен соответствовать условиям, устанавливаемым нормативными документами (включая TУ) на изделия определенной марки.
В ГОСТе 9466-75 оговорен один важный нюанс. Касается он подхода к зачистке обмазки-покрытия на контактном конце электрода. Его конечная конфигурация должна быть конусообразной, промежуточной между скругленной и конусообразной либо просто скругленной. Однако величины радиуса кривизны, а также угла конусности в стандарте не прописаны. Но выдвигается следующее требование: на контактном торце электрода покрытие должно отсутствовать.
Где найти маркировку

Маркировка необходима для обозначения свойств и характеристик металлического стержня и его покрытия, влияющих на процесс горения дуги и формирования сварочного соединения. Сами электроды выпускаются по ГОСТ 9466-75 и ГОСТ 9467-75 и обязательно маркируются, чтобы пользователь мог взглянуть на обозначение и понять, как лучше использовать сварочные материалы.
В обязательном порядке маркировка наносится на упаковку. Надпись вынесена на белое или синее поле, свободное от декоративного оформления пачки. На плавящемся покрытии, ближе к концу электрода, вставляемого в держатель, тоже наносится маркировка. Некоторые производители дополнительно указывают данные на боковой стороне пачки, но это не является требованием.
По марке

Следующий набор букв и цифр — это марка электрода (не путайте с понятием маркировка). Марка может быть установлена ГОСТом или запатентована производителем (как в случае с электродами ESAB и их маркой «ОК»). При этом стержню могут соответствовать сразу несколько марок. Это обширная тема, поэтому мы посвятили ей отдельную статью.
Маркировка электродов для постоянного тока
После приобретения сварочного инвертора настаёт черед за электродами. Сегодня купить электроды для постоянного тока не проблема, однако нужно понимать, какие это должны быть электроды, для сварки чего они будут применяться.

Как было сказано выше, со сварочным инвертором можно использовать абсолютно любые электроды, как для переменного, так и для постоянного тока. Не менее важными характеристиками электродов является состав обмазки и диаметр.
Чем толще варится металл, тем больше по диаметру должны выбираться электроды. Что касается обмазки, то электроды с основным покрытием применяются чаще всего при сварке ответственных конструкций, в то время как рутиловые электроды, наиболее популярны в любительской практике.
Маркировка постоянных электродов указывается цифрой «0» в конце их обозначения. То есть, если в названии электродов есть ноль, то это говорит о принадлежности данных электродов к постоянному току.
Тип покрытия

В буквенно-цифровом коде это обозначение находится в конце. Тип покрытия обозначается литерами, которые значат:
- «Б» — основное;
- «Ц» — целлюлозное;
- «Р» — рутиловое;
- «А» — кислое;
- «П» — прочее.
Нередко встречается сочетания разных букв. Это значит, что тип покрытия комбинированный. Другие символы, которые можно расшифровать так: «РЦ» — рутилово-целлюлозное. Когда в состав смеси вводится желтый порошок, то в аббревиатуре значится буква «Ж». Например, сочетание «БЖ» свидетельствует о том, что в основном покрытии есть такой порошок.
Материалы электродов для контактной сварки
Одним из решающих факторов качества сварного шва, является прочность на разрыв. Это определяется температурой сварной точки и зависит от теплофизических свойств материала проводника.
Медь в чистом виде неэффективна, поскольку является очень пластичным металлом и не имеет необходимой упругости, чтобы между сварными циклами восстановиться в геометрической форме. Кроме того, себестоимость материала относительно высока, а при таких свойствах электроды требовали бы регулярной замены, что привело бы к удорожанию процесса.
Использование упрочненной меди также не увенчалось успехом, так как снижение температуры рекристаллизации приводит к тому, что с каждой следующей сварной точкой износ рабочей поверхности будет увеличиваться. В свою очередь, эффективными оказались сплавы меди с рядом других металлов. К примеру, кадмий, бериллий, магний и цинк добавили твердости сплаву во время нагрева. В то же время железо, никель, хром и кремний позволяют выдерживать частые тепловые нагрузки и сохранять темп работы.

Электропроводность меди составляет 0,0172 Ом*мм2/м. Чем меньше этот показатель, тем наиболее он подходит в качестве материала электродов для контактной сварки.
В случае, если нужно сварить элементы из разных металлов или деталей разной толщины, тогда электротеплопроводность электрода должна составить до 40% от данного свойства чистой меди. Однако если выполнить весь проводник из такого сплава, то он будет достаточно быстро нагреваться, поскольку имеет высокое сопротивление.
Используя технологию составных конструкций можно добиться ощутимой экономии средств. В таких конструкциях материалы, используемые в основании, подбирают с высоким показателем электропроводности, а наружную или сменную часть изготавливают из тепло и износостойких сплавов. Например, металлокерамические сплавы, состоящие на 44 % из меди и на 56 % из вольфрама. Электропроводность такого сплава составляет 60 % от электропроводности меди, что позволяет минимальными усилиями нагреть сварную точку.
В зависимости от условий работы и поставленных задач, сплавы делятся на:
- Тяжелые условия. Электроды, работающие при температуре до 500 оС, выполнены из сплавов бронз, хрома и циркония. Для сварки нержавейки используют сплавы бронз, легированных титаном и бериллием.
- Средняя нагрузка. Сваркустандартно углеродистых, медных и алюминиевых деталей, производят электродами из сплавов, в которых марка меди для электродов, способная работать при температуре до 300 оС.
- Легко нагруженные. Сплавы, в состав которых входит кадмиевая, хромистая и кремненикелевая бронзы, способны работать при температуре до 200 оС
Сварочные электроды
Сварочным электродом называется изделие, представляющее собой стержень, выполненный из материала, проводящего электроток. Его основное предназначение –подвод упорядоченного движения частиц, являющихся носителями электрического заряда, к изделию, подвергаемому сварке. В качестве сырья для изготовления электродов может применяться металлический либо неметаллический материал. Современная промышленность выпускает большое количество марок данной продукции. Их производство регламентируют действующие на территории нашей страны Государственные стандарты. А подразделение электродов на различные классы прописано ГОСТом под номером 9466 от 1975 года. О его положениях и положениях, содержащихся в иных важных нормативных документах, пойдет речь в предлагаемой вашему вниманию статье.
Когда были созданы неплавящиеся электроды
Идея применения неплавящихся угольных электродов для сварки металлов была впервые выдвинута российским изобретателем Н. Бенардосом в 1882 г. Поскольку работы велись без подачи инертного газа в зону расплава (несмотря на появление первых патентов в 1890 г. ), то качество соединения, насыщенного частицами углерода, было низким. По этой причине в начале XX столетия распространение получили плавящиеся электроды с покрытием, которое защищало сварной шов.
В 1920 г. появляются первые установки, позволяющие вести работы неплавящимся инструментом в среде защитного газа (технология ТИГ).
Чем переменный и постоянный ток различаются при сварке?
Сварка при постоянном токе (DC) создает более плавные и более устойчивые дуги, образуется меньше брызг. Легче производится сварка в вертикальном и верхнем положениях.
Тем не менее, переменный ток (AC) может быть предпочтительным выбором начинающих сварщиков, поскольку часто используется в недорогих сварочных аппаратах начального уровня. AC также распространен в судостроительной сварке или в любых условиях, где дуга может плавать из стороны в сторону.
По типу покрытия

Это одно из последних значений в маркировке. Как многие другие характеристики электрода обозначается буквой. В нашем примере буква «Б» (основное покрытие), но бывает также «Ц» (целлюлозное), «А» (кислое), «Р» (рутиловое) и «П» (прочее). Буквы могут соединяться, обозначая электроды с особым покрытием (к примеру, «РЦ» обозначает рутилово-целлюлозное). Если в составе обмазки есть железный порошок, то дополнительно ставится буква «Ж» (к примеру, «БЖ» обозначает основное покрытие с железным порошком).
Влажный электрод — чем опасно его использование
Производители рекомендуют хранить расходники в сухом помещении с минимальной влажностью. Придерживаться таких рекомендаций сварщикам следует обязательно, так как от этого зависит не только целостность расходных материалов, но еще и качество выполняемых работ. Работа влажными электродами приведет к формированию трещин, отложению шлака и снижению стабильности дуги, поэтому соединение будет низкокачественным. Кроме того, в зависимости от степени влажности, будет наблюдаться увеличение скорости плавления стержня.

https://youtube.com/watch?v=ozRLugR2XpY%3Ffeature%3Doembed
Назначение

Буква «У», которая размещается почти что в самом конце аббревиатуры информирует о том, что электроды предназначаются для сваривания элементов из низколегированной стали с пределом прочности примерно 60 кгс на квадратный миллиметр. В случаях, когда предстоит работа со сталью с более высокими показателями, то потребуются аналоги с маркировкой «Л». Литера «Т» обозначает, что стержни предназначаются для сварки теплоустойчивых металлов, «В» — соединение заготовок с особыми свойствами; «Н» — для наплавки.

Далее по порядку следуют цифры, обозначающие диаметр электрода в миллиметрах. В данном примере этот показатель составляет 5 мм. А подбор расходных материалов по диаметру осуществляется по такому принципу: чем толще заготовка, тем толще и электрод.
А теперь подробнее о полярности
Если работа на постоянном токе производится (что чаще всего и происходит), то может возникнуть вопрос: какую полярность подключить – обратную или прямую? Как это сделать?
На первый вопросы мы частично обращали внимание, когда рассматривали типы покрытий и виды электродов. Так что обязательно сверьтесь с этим, когда будете приступать к работе.
Схема подключения прямой полярности: на “плюс” инвертора подключается масса, а электродный держак подсоединяется к “минусу”.
Когда подключение идет по схеме обратной полярности, как вы понимаете, все наоборот: к “минусу” аппарата подключается кабель массы, «плюс» подключаем к держаку.
Возникает вопрос, в чем же заключается разница между двумя этими схемами подключения?
Разница при подключении заключается в том, что при обратной полярности больше тепла идет в электродный металл. Это уменьшает тепловложение в основной металл и конструкцию меньше деформирует. При использовании прямой полярности наоборот тепловложение увеличивается в металле изделия.
Его часто применяют для сваривания толстого металла или при TIG сварке. Подробнее вы можете почитать в этой статье.
Как сварочный ток для электродов влияет на сварку
При осуществлении сварочного процесса необходимо правильно подбирать величину тока. Именно данный параметр в большей степени влияет на качество сварного шва.
Низкий показатель сварочного тока
может привести к нестабильности горения дуги, появлению непроваренных участков, процесс сваривания будет постоянно прерываться и в итоге сварщик получит некачественное соединение.
Слишком высокая величина приведет к перегреву или прожогу в зоне сваривания, а также к интенсивному разбрызгиванию.
В целом на выбор показателей силы напряжения влияют несколько факторов:
- марка и диаметр сварочных материалов;
- пространственное положение стержня при сварке;
- полярность напряжения (см. особенность сварки на постоянке и на переменке);
- размер шва;
- способ сварки;
- вид и толщина свариваемых металлов.
Как научиться варить
Чтобы научиться обращаться с электродами с нуля, надо постоянно практиковаться в сварке. Процесс несложный, но требующий ловкости. Желательно посмотреть, как это делает специалист, не забыв применить защитные очки.
Надо так взяться за держатель, чтобы обеспечить хороший обзор рабочего места. После этого стержень наклоняется под углом 30 градусов к плоскости детали, а затем делается чиркающее движение об неё, после которого должна зажечься дуга. Сразу вслед за этим электрод максимально приближается к заготовке, так, чтобы обмазочное покрытие коснулось свариваемой поверхности.
Далее, следует дождаться появления в зоне сварки красного пятна, которое образуется в результате расплавления обмазки (флюса). Через какое-то время (примерно через 2-3 секунды) в центре красного образования начнёт проявляться оранжевое пятнышко с большей яркостью и постоянно дрожащей по краям мелкой рябью.
В этой точке расплавленный металл формируется в каплю, дрожащую из-за воздействия электрического тока и высоких температур. Специалисты называют эту каплю сварочной ванной, то есть местом, где плавится металл и образуется шов.
После появления ванны останется лишь плавно сдвигать эту зону по направлению предполагаемого соединения. Так постепенно образуется шов. Умение варить открывает широкие возможности для строительства и творчества. Ведь сварка помогает создавать оригинальные и прочные конструкции.
Сварочные электроды | Электроды от Электродгруп | Производство электродов МР, УОНИ, ОЗС, АНО,
Одним из самых популярных видов сварки является ручная дуговая сварка переменным и постоянным током.
Конечное качество сварных швов напрямую зависит от того, какие сварочные электроды при этом используются. На сегодняшний день наиболее широко применяются универсальные электроды, которые предназначены для сварки как постоянным, так и переменным током, обеспечивающие максимальное качество сварки.
Универсальные электроды для постоянного и переменного тока
— универсальные электроды для сварки имеют множество преимуществ, таких, как:
— повышенная производительность сварочного процесса;
— низкий уровень разбрызгивания;- достаточно экономичны;
— хорошее отделение шлаковой корки;
— минимальные требования к квалификации сварщика и к сварочному оборудованию;
— возможность качественной сварки ржавого, влажного, окисленного или загрязненного металла.
Кроме того, универсальные сварочные электроды хорошо держат дугу, в том числе и при повторном поджигании. Они прекрасно подходят как для выполнения точечного прихвата и сварки коротких швов, так и для заваривания длинных зазоров.
Электроды для сварки постоянным и переменным током – основные марки
Существующие марки электродов для постоянного и переменного тока позволяют сделать выбор в соответствии с поставленной задачей:
— сварочные электроды АНО-4, АНО-6 используют для работы с малоуглеродистой сталью.
— сварочные электроды АНО-21, МР-3С,
МР-3, ОЗС-4, ОЗС-6, ОЗС-12 — применяют для сварки металлических материалов из углеродистой стали.
— сварочные электроды ОЗС-4, ОЗС-6 – предназначены также для сваривания низколегированной стали
Благодаря высокому качеству сварных соединений и низкой стоимости универсальные электроды широко используются в строительстве, при прокладке коммуникаций, а также для бытовых сварочных работ.
Марки электродов для постоянного и переменного тока AHO-21, AHO-6, AHO-4, MP-3С, MP-3, ОЗС-12, ОЗС-6, ОЗС-4
Цена электродов для постоянного и переменного тока AHO-21, AHO-6, AHO-4, MP-3С, MP-3, ОЗС-12, ОЗС-6, ОЗС-4
Сварочное оборудование переменного и постоянного тока
Работы по сварке производят с применением следующих аппаратов:
- Трансформаторов. Наиболее простые, дешевые и надежные устройства. Дают на выходе переменное напряжение.
- Выпрямителей. Отличаются от предыдущих наличием диодного или тиристорного моста, преобразующего переменный электроток в постоянный. По сравнению с предыдущим вариантом имеют большие размеры и вес, сложнее устроены и стоят дороже.
- Инверторов. Дают на выходе постоянный электроток. Отличаются компактными размерами.
Инвертор преобразует сетевой ток в следующем порядке:
- Выпрямляет.
- Превращает в переменный с высокой частотой (60-80 кГц). Эту функцию выполняет специальный электронный узел с быстропереключающимися транзисторами, управляемый микросхемой.
- С помощью преобразователя понижает напряжение до рабочей величины.
- Опять выпрямляет.
Повышение частоты электротока позволяет существенно уменьшить размеры и вес трансформатора. В результате сокращаются стоимость устройства и потери в нем.
Оснащение инвертора электроникой дает дополнительные преимущества в виде следующих функций:
- Горячий старт. Облегчает розжиг дуги путем кратковременного увеличения напряжения.
- Антизалипание. Сброс напряжения в ситуациях, когда расходник надолго коснулся заготовки (часто наблюдается при розжиге).
- Форсаж дуги. Состоит в кратковременном увеличении силы электротока в случае, когда есть риск затухания дуги. Чаще всего это происходит при замыкании электрода и заготовки каплей расплавленного металла.
- Стабилизация. Обеспечивает сохранение параметров режима сварки в условиях колебания напряжения на входе.
Инверторы стоят дороже прочих видов, но удобство работы и высокое качество шва разницу в цене оправдывает.
Различают аппараты для следующих видов электросварки:
- Тугоплавким расходником в среде защитного газа. Используют горелку с вольфрамовым или графитовым электродом и соплом для нагнетания аргона. В зону сварки подают присадочный материал в виде проволоки. Возможна работа устройства без подачи газа. Тогда в качестве присадочного материала используют полую проволоку, заполненную флюсом. Тот при выгорании превращается в газ.
- Плавящимся электродом. Такие расходники снабжены собственным флюсом в виде покрытия (обмазки). Помимо защитных компонентов, оно содержит легкоионизируемые, улучшающие горение дуги.
Аппараты для сварки плавящимися расходниками оснащены электрододержателем.
По назначению устройства делятся на виды:
- Для ручной сварки — аргонной и плавящимся электродом.
- Полуавтоматы. Предназначены для сварки тугоплавким расходником, присадочный материал подается механизированным способом.
- Автоматы. Работа ведется без участия человека в соответствии с заданными пользователем настройками. Агрегат оснащается тугоплавким электродом.
Виды электродов и как их выбрать для сварки на первых порах?
Среди наиболее популярных и доступных для сварки можно назвать следующие марка электродов:
Рассмотрим каждый из видов подробно.
ЦЛ-11
Электроды этой марки используются для нержавеющей стали, так называемой нержавейки. Применяются они в изделиях, которые будут работать при температуре не выше 250 °С.
В бытовых ситуациях, они помогают сварщику добиться шва с мелкой чешуйчатостью, и получить переход без переломов между кромками изделия и швом. Сам шлак имеет малый объем, так что не составит труда его удалить. Следует обратить внимание, что покрытие у них основное.
Рутиловые МР-3 и OK -46
Данные марки электродов — рутиловые. Его следует выбрать в случае, если вы работаете с углеродистыми и низколегированными сталями. Безусловным преимуществом выбранной модели станет то, что можно применить как с постоянным током, так и с переменным. Наибольшее распространение получили сварочные электроды марки мр-3, особенно в быту. На даче, в гараже ими лучше всего выполнять сварку.
Дуга получается стабильная несмотря на качество подготовки изделия, чистоты поверхности металла. Также плюсов является то, что металл практически не разбрызгивается. Они вобрали все плюсы своего покрытия в то же время снизив негативные факторы.
УОННИ 13/55
Это чрезвычайно часто применяемый и очень популярный электрод. В отличии предыдущего вида покрытие используется основное. Используются также, как и предыдущее марки для низкоуглеродистых, низколегированных сталей. Этот вариант хорош еще и тем, что применяется для элементов ответственных изделий и конструкций. Связано это с особенностями образуемого сварочного шва:
- Отличается особой пластичностью;
- Шов является прочным, выдерживает сильные нагрузки;
- При применении не боится холода;
- Не критичны перепады напряжения.
При работе с УОНИИ 13/55 следует соблюдать особые правила
Эти правила касаются предварительной подготовки материалов: они должны быть чистыми от ржавчины, грунта, масленых загрязнений, влаги. Если заготовка будет иметь масляные, водяные, ржавые пятна или капли, то будут появляться поры.
Тип и маркировка сварочных электродов

На каждой упаковке электродов есть буквенно-цифровое обозначение по образцу, как на рисунке. Первые цифры кода (выделены красным цветом) обозначают тип стержня. На приведенном примере это Э50А – расходные материалы подходят для сваривания заготовок из легированной и низколегированной стали. Сама аббревиатура способна рассказать намного больше, если разобрать ее на составляющие:
- Э – электрод предназначен для дуговой ручной сварки;
- 50 – предел прочности сварного шва. В данном случае он составляет 50 кгс/кв. мм;
- А – шов будет обладать повышенной пластичностью и ударной вязкостью.
Из примера видно, что чтения кода не является архисложной задачей. Достаточно иметь при себе расшифровку обозначений букв и цифр.
Теперь можно детальнее разобраться с типами электродов, которые существуют на потребительском рынке. Знание необходимо для тех, кто планирует заниматься сварочными работами профессионально или на любительском уровне, но часто. Полезно будет усвоить, что для работы с легированными материалами подходят электроды с маркировкой «Э» и цифровыми обозначениями (прочность): 38, 42, 46, 50, 55, 60, 70, 85, 100, 125, 150; 42А, 46А, 50А.
Если потребуется соединение термоустойчивых марок стали, то потребуются электроды с условным обозначением Э-09 и Э-10 (далее в аббревиатуре следуют индексы М, МХ и другие). Для сваривания высоколегированной стали используется большое количество электродов – более сорока марок. Наиболее часто используются: Э-12Х13, Э-10Х17Т, Э-06Х13Н, Э-12Х11НВМФ, Э-12Х11НМФ и другие. Для наплавки слоя с предопределенными свойствами применяются расходники Э-10Г2, Э-10Г3, Э-12Г4, Э-15Г5, Э-16Г2ХМ, Э-30Г2ХМ и еще 38 наименований.

Рейтинг электродов для постоянного тока
Разновидности электродов, применяемых для сварки постоянным током:
- УОНИ – 13/55 – знаменитые в своем роде электроды для постоянного тока, применимы для стальных сплавов – с низкими дозами легирующих элементов и с добавкой углерода. Обладают значительными достоинствами: сварочный шов очень пластичен и вязок для механических воздействий, весьма долговечный. Почти не образуется примесей и газов. Дуга легко поджигается. В стержень помещается проволока параметров Св-08 или Св-08А.
- УОНИ – 13/45 также используются для соединения заготовок из углеродистых и низколегированных сталей. Шов не склонен образовывать трещин – ни горячих, ни холодных. Он весьма пластичный и вязкий, с идеальной герметичностью, что делает его подходящим вариантом для сварки емкостей, которые в дальнейшем будут подвергаться высокому давлению. Швы, выполненные с данными электродами, намного дольше не стареют.
- ОЗЛ – 6 отличаются своей узкой направленностью: они используются в работе с жаропрочными сталями. В швах не образуются поры и трещины, они не подвергаются в дальнейшем коррозии и обладают такой же жаропрочностью, как и основной металл. Подходит для металлов с разной структурой.
- ОЗС – 12 предназначаются для стальных сплавов с низкой долей легирующих добавок и углерода. Работать возможно в любых пространственных положениях, лояльны к поверхностям с ржавчиной. Сварной шов формируется с отличными характеристиками: прочностью и долговечностью. Устойчивая дуга. Во время работы не наблюдается выделений токсических веществ.
- ЦЛ – 11 также узкоспециализированные электроды, которые предназначены для стальных сплавов с добавками хрома и никеля, а также коррозионностойких сталей. Сварные швы отличаются стойкостью к коррозии. Металл почти не разбрызгивается, дуга устойчивая, хорошо отделяется шлак в виде корки.
- АНО – 21 несмотря на то, что предназначены они также для углеродистых и низколегированных стальных сплавов, как и предыдущие марки электродов, данные расходники чрезвычайно популярны среди мастеров самого разного уровня профессиональной подготовки. Их особенности – мелкочешуйчатая структура металла сварочного шва, отличный поджиг дуги, мягкость, небольшое разбрызгивание металла и так далее.
- LB – 52U отличаются высокой производительностью процесса сварки с их помощью. Дуга стабильная, металл почти не разбрызгивается, возможна работа в любом положении в пространстве, в шве почти не образуются трещины.
- МР – 3 типичные универсальные электроды, которые с полным правом присутствуют в обоих списках – и для переменного, и для постоянного тока. В шве практически не образуются поры и горячие трещины, дуга мощная и стабильная, малое разбрызгивание металла, легкое отделение шлака в виде корки.
- ОЗЧ – 2 предназначаются для сварки чугуна. При всей своей кажущейся узкой функциональной направленности они имеют солидные преимущества в виде универсальности, простоте в использовании, отличной дуге с прекрасными характеристиками, пластичности сварочного шва без трещин, хорошо отделяемой корки со шлаком в конце процесса.
Сварка током прямой полярности
Под сваркой прямой полярности принято понимать сварку, при проведении которой на свариваемую деталь (изделие) подаётся положительный заряд от сварочного аппарата, т. сварочный кабель соединяет свариваемое изделие с клеммой (+) сварочного аппарата. На электрод же подаётся отрицательный заряд через электрододержатель, соединённый кабелем с клеммой (–).
При сварке током прямой полярности основная температурная нагрузка ложится на металлическую свариваемую деталь. То есть, она разогревается сильнее, что позволяет углубить корень сварочного шва.
Ток прямой полярности рекомендуется применять при необходимости резки металлоконструкций и сварке толстостенных деталей, а также в иных случаях, когда требуется добиться большого выделения тепла, что как раз и является характерной особенностью такого типа подключения.







Для переменного тока или универсальные – как правильно
Электроды для сварки переменным током, также подойдут для соединения постоянным, но не наоборот. Обусловлено это тем, что переменный ток имеет собственные особенности. Соответственно, сварочный процесс также характеризуется несколькими отличительными чертами, перечисленными выше. Следовательно, электроды переменного тока можно называть универсальными.
Разница между сваркой переменным и постоянным током
Трансформаторы переменного тока имеют следующие преимущества:
- низкую стоимость;
- простую конструкцию;
- высокий КПД;
- надежность;
- большой ресурс.
- Низкое качество шва. Он получается широким и неровным из-за колебаний дуги.
- Большие потери металла из-за сильного разбрызгивания.
- Плохое горение дуги.
- Возможность варить только углеродистую сталь.
Сварку переменным током используют в следующих ситуациях:
- К качеству предъявляются низкие требования.
- Необходимо большое тепловложение, например при строительстве судов.
Аппараты постоянного электротока сложнее, дороже. Они характеризуются относительно большими потерями мощности, но обеспечивают высокое качество соединения и стабильность дуги. Помимо углеродистой стали, ими можно варить нержавеющую, а также цветные металлы (используют соответствующие электроды).
В сварке на постоянном электротоке различают 2 способа подключения:
- С прямой полярностью. Отрицательный полюс (катод) подключается к электроду, положительный (анод) — к заготовке.
- С обратной полярностью. Анод подключают к расходнику, катод — к заготовке.

Различие токов.
Пространственное положение

Электроды делятся на типы, каждый из которых предназначается для работы в определенном пространственном положении. В нашем примере приведена двойка, которая значит, что расходник может работать в любом положении за исключением вертикального. Другие маркировки:
- «1» — универсальный;
- «3» — работать можно на вертикальной конструкции, удерживая стержень в горизонтальном положении;
- «4» — сваривание заготовок нижних угловых.
Стоит учесть, что так обозначаются не только отечественные, но и зарубежные продукты.

Популярные марки
Далее приведены самые популярные марки электродов переменного тока. Род электричества указывается в маркировке последней цифрой. Существует несколько вариантов: каждая цифра от 1 до 9 – имеет свое значение, если цифра 0, то варить переменкой нельзя.
Далее мы рассмотрим какие марки электродов для переменного тока наиболее востребованы у специалистов. ОЗС-12 имеют рутиловое покрытие. Данная марка используется в работе с ответственными конструкциями и деталями из углеродистых сталей. Достоинства: сварку можно проводить в любом пространственном положении; обеспечивают прочное и долговечное соединение; рутил исключает образование пор; устойчивая дуга; небольшое количество выделяемых токсичных веществ.

МР-3 предназначены для ответственных деталей конструкций из стали с низким содержанием углерода. Преимущества: стабильное горение дуги; минимальное разбрызгивание металла; обеспечение качественного шва; корка шлака легко отделяется; возможно сваривание плохо очищенного, ржавого и влажного металла.
АНО-4 используются для сварки, резки и наплавки углеродистых сталей. Плюсы данной марки: легкое зажигание и стабильность дуги; возможно сваривание плохо очищенных, влажных и ржавых конструкций; практически не склонны к образованию пор и горячих трещин; шлаковая корка легко и быстро отделяется; разбрызгивание металла минимально.

МР-3С применяются для работы с высоко углеродистыми и низколегированными сталями. данная марка широко используется в различных сферах. Достоинства: легкая воспламеняемость дуги; рутиловая обмазка защищает шов от вкраплений шлака и окисления; высокий уровень постоянства сварочной дуги; использование электродов МР-3С обеспечивает ровный шов, прочный к механическим нагрузкам к износу, без пор и пустот; сваривание может выполняться в любом положении.

АНО-6 применяются для сварки низкоуглеродистых сталей. Преимущества: возможно сваривание по ржавчине, грязи и окалине; лезкое возбуждение и ровное горение дуги; хорошо формируют шов; обладают низкой чувствительностью к образованию обрезов.
ОЗС-4 предназначены для сварки изделий и конструкций из углеродистых сталей. Плюсы электродов данной марки: рутиловое покрытие обеспечивает соединение практически во всех положениях, что значительно упрощает работу сварщика; невосприимчивы к плохо очищенному металлу; легко зажигание дуги; возможность сваривания на повышенных режимах; обеспечивают сварку изделий средних и больших толщин.
АНО-21 используются для сваривания углеродистых и низколегированных сталей. Достоинства: легкость в обращении, что гарантирует высокие результаты; сварка может проводиться во всех положениях; применяются при работе с инвертором и трансформаторным полуавтоматом; малое разбрызгивание металла; легкое отделение шлака; мягкая и стабильная дуга.

ОЗС-6 предназначены для сварки конструкций из углеродистых сталей. Преимущества данной марки: обеспечивают высокую производительность труда; возможно соединение окисленных поверхностей; гарантирует получение качественного и долговечного шва.
Каждый сварщик имеет собственное представление о том, какая марка электродов для сварки переменным током является наиболее ходовой и удобной.
Преимущества и недостатки
Как и для всех видов технологических операций, контактная сварка имеет свои преимущества и ограничения. Начнем с преимуществ:
- Cварка проводится тремя способами, которые увеличивают функциональность метода: рельефная; шовная (может выполняться как контактная стыковая сварка); точечная;
- Возможно соединение элементов неодинаковой толщины;
- Возможность соединения сплавов с различным химическим составом;
- Возможность менять мощность и временные режимы контактной сварки;
- Шов выдерживает высокие нагрузки на разрыв, динамические, давление (стыки рельс, паровых котлов);
- Благодаря очень высокой производительности (1точка – 0,02-1 сек) сварка применяется в потоке на производстве;
- Автоматизация производства и снижение человеческого фактора;
- Большая вариантность исполнения сварочных агрегатов:
- стационарные;
- подвесные (клещи);
- передвижными.
- Не требуется проводить предварительные работы; нагрев заготовки, погружение в защитную атмосферу и т.д.;
- Высокая экологичность.
Тем не менее, контактная сварка имеет свои минусы, сводятся они, в основном к организационным вопросам и стоимости технологической операции. Недостатки контактной сварки:
- Соединение происходит на ограниченной площади;
- Высокая стоимость оборудования;
- Узкая специализация машин;
- Высокая мощность питания эл.станций;
- Жесткие требования на допуски (толщина стенок, диаметр).


